HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 164
164
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di scanalature
5.5 SCANALA
TURA CIR
C
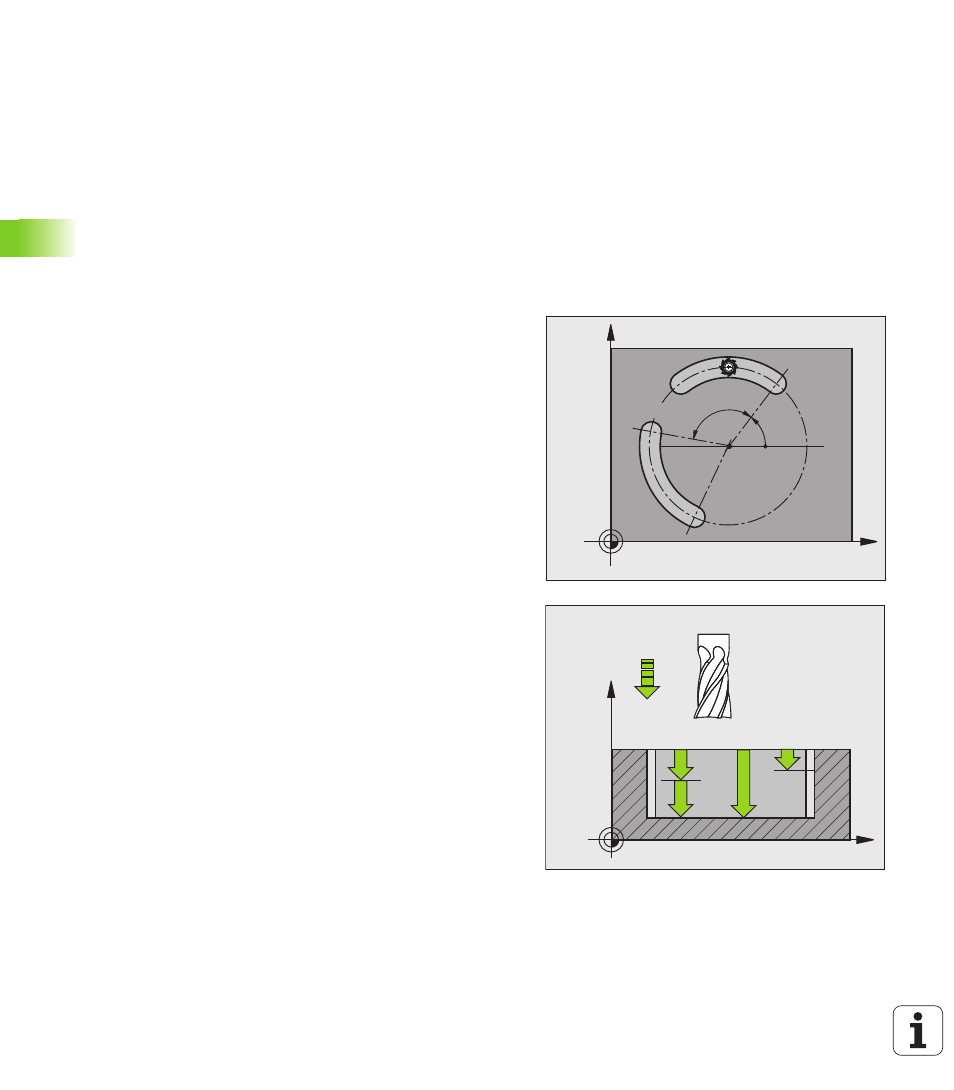
OLARE (ciclo 254, DIN/ISO:
G254)
CENTRO 1º ASSE
Q216 (in valore assoluto): centro del
cerchio parziale, nell'asse principale del piano di
lavoro. Attivo solo se Q367 = 0. Campo di
immissione da -99999,9999 a 99999,9999
CENTRO 2º ASSE
Q217 (in valore assoluto): centro del
cerchio parziale, nell'asse secondario del piano di
lavoro. Attivo solo se Q367 = 0. Campo di
immissione da -99999,9999 a 99999,9999
ANGOLO DI PARTENZA
Q376 (in valore assoluto): inserire
l'angolo polare del punto di partenza. Campo di
immissione da -360,000 a 360,000
ANGOLO DI APERTURA SCANALATURA
Q248 (in valore
incrementale): inserire l'angolo di apertura della
scanalatura. Campo di immissione da 0 a 360.000
ANGOLO INCREMENTALE
Q378 (in valore incrementale):
angolo con cui tutta la scanalatura viene ruotata. Il
centro di rotazione si trova al centro del cerchio
parziale. Campo di immissione da -360,000 a 360,000
NUMERO LAVORAZIONI
Q377: numero delle lavorazioni
sul cerchio parziale. Campo di immissione da 1 a
99999
AVANZAM. FRESATURA
Q207: velocità di spostamento
dell'utensile durante la fresatura in mm/min. Campo
di immissione da 0 a 99999,999, in alternativa FAUTO,
FU
, FZ
MODO FRESATURA
Q351: tipo della lavorazione di
fresatura con M3:
+1
= concorde
–1
= discorde
in alternativa PREDEF
PROFONDITÀ
Q201 (in valore incrementale): distanza tra
la superficie del pezzo e il fondo della scanalatura.
Campo di immissione da -99999,9999 a 99999,9999
PROF. INCREMENTO
Q202 (in valore incrementale):
quota dei singoli accostamenti dell'utensile; inserire
un valore maggiore di 0. Campo di immissione da 0 a
99999,9999
SOVRAMETALLO PROFONDITÀ
Q369 (in valore
incrementale): sovrametallo di finitura per la
profondità. Campo di immissione da 0 a 99999,9999
AVANZAMENTO INCREMENTO
Q206: velocità di
spostamento dell'utensile durante il posizionamento
in profondità in mm/min. Campo di immissione da 0 a
99999,999, in alternativa FAUTO, FU, FZ
INCREMENTO PER FINITURA
Q338 (in valore
incrementale): quota di accostamento dell'utensile
nell'asse del mandrino in finitura. Q338=0: finitura in
una sola passata. Campo di immissione da 0 a
99999,9999
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338