Parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 118
118
Cicli di lavorazione: maschiatura / fresatura filetto
4.4 MA
SCHIA
T
URA CON R
O
T
T
URA TRUCIOL
O (ciclo
209, DIN/ISO:
G209)
Parametri ciclo
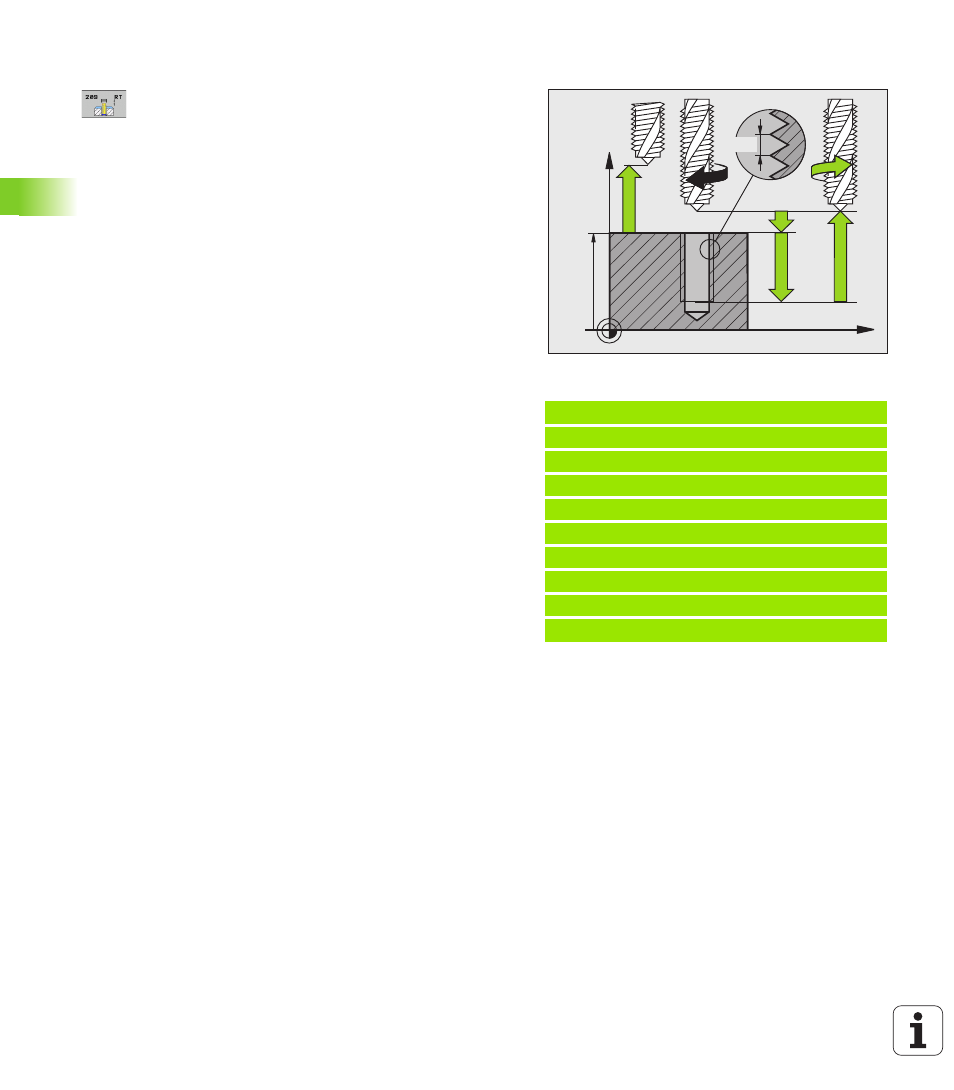
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile (posizione di
partenza) e la superficie del pezzo. Campo di
immissione da 0 a 99999,9999, in alternativa PREDEF
PROFONDITÀ FILETTO
Q201 (in valore incrementale):
distanza tra la superficie del pezzo e la fine della
filettatura. Campo di immissione da -99999,9999 a
99999,9999
PASSO FILETTATURA
Q239:
passo della filettatura. Il segno definisce se si tratta di
una filettatura destrorsa o sinistrorsa:
+
= filettatura destrorsa
–
= filettatura sinistrorsa
Campo di immissione da -99,9999 a 99,9999
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo. Campo di
immissione da -99999,9999 a 99999,9999
2ª distanza DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
PROF. INCREM. ROTTURA TRUCIOLO
Q257 (in valore
incrementale): accostamento dopo il quale il TNC
esegue una rottura truciolo. Campo di immissione da
0 a 99999,9999
RITIRO PER ROTTURA TRUCIOLO
Q256: il TNC moltiplica
il passo Q239 con il valore impostato e, alla rottura del
truciolo, ritira l'utensile per il valore calcolato. Se si
introduce Q256 = 0 il TNC estrae l'utensile
completamente per scaricare il truciolo, portandolo
alla distanza di sicurezza. Campo di immissione da
0,1000 a 99999,9999
ANGOLO ORIENTAMENTO MANDRINO
Q336 (in valore
assoluto): angolo sul quale il TNC posiziona l'utensile
prima dell'operazione di filettatura. In tal modo è
possibile all'occorrenza riprendere la maschiatura.
Campo di immissione da -360,0000 a 360,0000
Fattore modifica num. giri in ritorno
Q403:
fattore con cui il TNC aumenta il numero di giri del
mandrino – e quindi anche l'avanzamento in ritorno –
durante l'estrazione dal foro. Campo di immissione da
0,0001 a 10, incremento massimo al numero di giri
massimo della gamma attiva
Esempio: blocchi NC
26 CYCL DEF 209 MASCH. ROTT. TRUCIOLO
Q200=2
;DISTANZA SICUREZZA
Q201=-20
;PROFONDITÀ
Q239=+1
;PASSO FILETTATURA
Q203=+25
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q257=5
;PROF. ROTT. TRUCIOLO
Q256=+25
;RITIRO ROTT. TRUCIOLO
Q336=50
;ANGOLO PER MANDRINO
Q403=1.5
;FATTORE NUM. GIRI
Z
X
Q203
Q204
Q200
Q201
Q239