HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 169
HEIDENHAIN iTNC 530
169
5.6 ISOLA RET
TANGOLARE (ciclo
256, DIN/ISO:
G256)
AVANZAM. FRESATURA
Q207: velocità di spostamento
dell'utensile durante la fresatura in mm/min. Campo
di immissione da 0 a 99999,999, in alternativa FAUTO,
FU
, FZ
MODO FRESATURA
Q351: tipo della lavorazione di
fresatura con M3:
+1
= concorde
–1
= discorde
in alternativa PREDEF
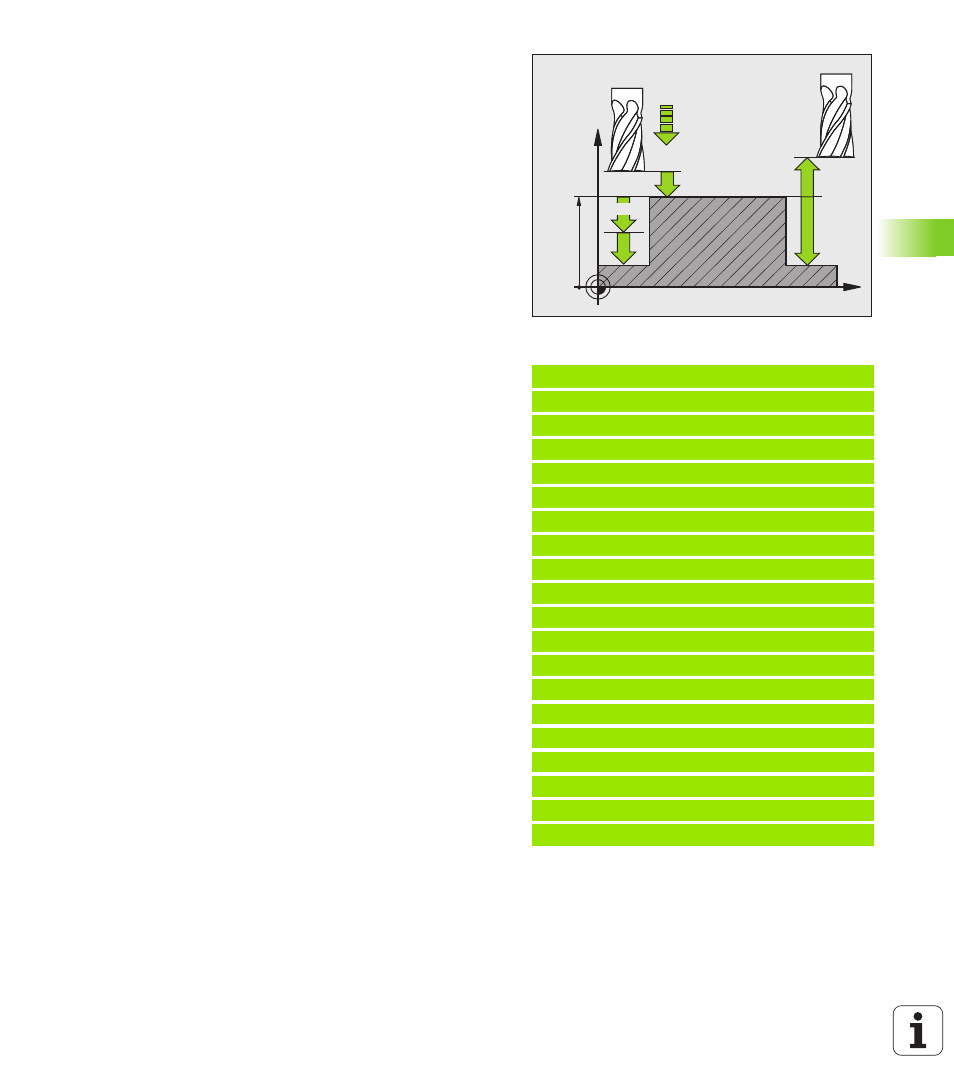
PROFONDITÀ
Q201 (in valore incrementale): distanza tra
la superficie del pezzo e il fondo dell'isola. Campo di
immissione da -99999,9999 a 99999,9999
PROF. INCREMENTO
Q202 (in valore incrementale):
quota dei singoli accostamenti dell'utensile; inserire
un valore maggiore di 0. Campo di immissione da 0 a
99999,9999
AVANZAMENTO INCREMENTO
Q206: velocità di
spostamento dell'utensile durante il posizionamento
in profondità in mm/min. Campo di immissione da 0 a
99999,999, in alternativa FMAX, FAUTO, FU, FZ
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la superficie frontale dell’utensile e la
superficie del pezzo. Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata assoluta della superficie del pezzo. Campo
di immissione da -99999,9999 a 99999,9999
2ª distanza DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
FATTORE DI SOVRAPPOSIZIONE
Q370: Q370 x raggio
utensile dà l’accostamento laterale k. Campo di
immissione da 0,1 a 1,414, in alternativa PREDEF
POS. AVVICINAMENTO (0...4)
Q437: definizione della
strategia di avvicinamento dell'utensile
0
: a destra dell'isola (impostazione base)
1
: spigolo inferiore sinistro
2
: spigolo inferiore destro
3
: spigolo superiore destro
4
: spigolo superiore sinistro
Nel caso in fase di avvicinamento con l'impostazione
Q437=0 si formino rigature sulla superficie dell'isola,
selezionare una posizione di avvicinamento diversa
Esempio: blocchi NC
8 CYCL DEF 256 ISOLA RETTANGOLARE
Q218=60
;LUNGHEZZA 1º LATO
Q424=74
;QUOTA PEZZO GREZZO 1
Q219=40
;LUNGHEZZA 2º LATO
Q425=60
;QUOTA PEZZO GREZZO 2
Q220=5
;RAGGIO SPIGOLO
Q368=0.2
;SOVRAM. LATERALE
Q224=+0
;ANGOLO DI ROTAZIONE
Q367=0
;POSIZIONE ISOLA
Q207=500
;AVANZAM. FRESATURA
Q351=+1
;MODO FRESATURA
Q201=-20
;PROFONDITÀ
Q202=5
;PROF. INCREMENTO
Q206=150
;AVANZAMENTO PROF.
Q200=2
;DISTANZA SICUREZZA
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q370=1
;SOVRAPP. TRAIETT. UT.
Q437=0
;POS. AVVICINAMENTO
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q201
Q206
Q203
Q204
Q202