HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 325
HEIDENHAIN iTNC 530
325
12.7 T
O
RNITURA IN INTERPOLAZIONE (opzione
sof
tw
ar
e, ciclo 290,
DIN/ISO:
G290)
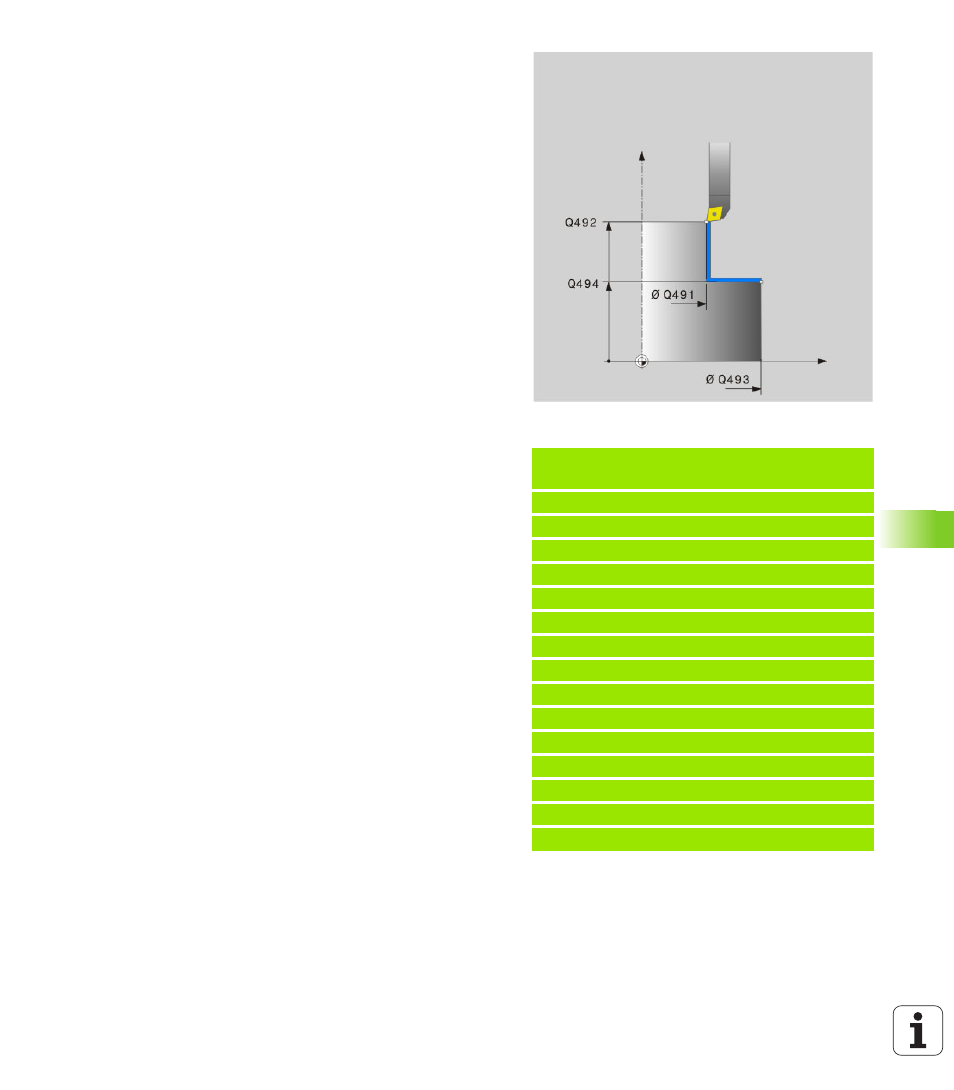
DIAMETRO AVVIO PROFILO
Q491 (in valore assoluto):
spigolo del punto di partenza in X, inserire il diametro.
Campo di immissione da -99999,9999 a 99999,9999
AVVIO PROFILO Z
Q492 (in valore assoluto): spigolo del
punto di partenza in Z. Campo di immissione da
-99999,9999 a 99999,9999
DIAMETRO FINE PROFILO
Q493 (in valore assoluto):
spigolo del punto finale in X, inserire il diametro.
Campo di immissione da -99999,9999 a 99999,9999
FINE PROFILO Z
Q494 (in valore assoluto): spigolo del
punto finale in Z. Campo di immissione da
-99999,9999 a 99999,9999
ANGOLO SUPERFICIE PERIMETRALE
Q495: angolo della
prima superficie da lavorare in gradi. Campo di
immissione da -179,999 a 179,999
ANGOLO SUPERFICIE PIANA
Q496: angolo della seconda
superficie da lavorare in gradi. Campo di immissione
da -179,999 a 179,999
RAGGIO ANGOLO PROFILO
Q500: arrotondamento
dell'angolo tra le superfici da lavorare. Campo di
immissione da 0 a 999,999
Esempio: blocchi NC
62 CYCL DEF 290 TORNITURA IN
INTERPOLAZIONE
Q200=2
;DISTANZA SICUREZZA
Q445=+50
;ALTEZZA DI SICUREZZA
Q336=0
;ANGOLO PER MANDRINO
Q440=20
;VEL. TAGLIO
Q441=0.75
;INCREMENTO
Q442=+0
;ANGOLO DI PARTENZA
Q443=-1
;DIR. LAVORAZ.
Q444=+6
;ASSE INTERP.
Q491=+25
;DIAM. AVVIO PROFILO
Q492=+0
;AVVIO PROFILO Z
Q493=+50
;FINE PROFILO X
Q494=-45
;FINE PROFILO Z
Q495=+0
;ANGOLO SUP. PERIMETRALE
Q496=+0
;ANGOLO SUPERFICIE PIANA
Q500=4.5
;RAGGIO ANGOLO PROFILO