Parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 269
HEIDENHAIN iTNC 530
269
10
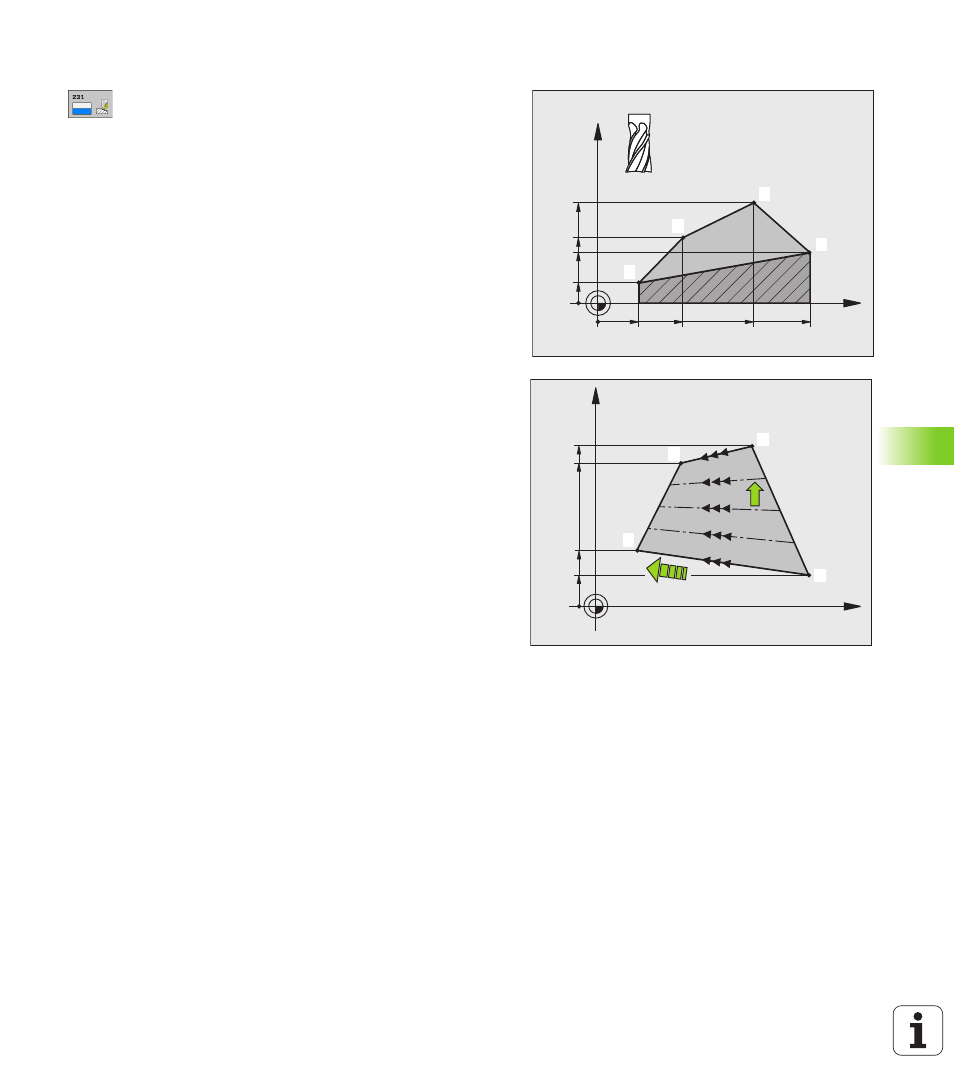
.4 SUPERFICIE REGOLARE (ciclo
231, DIN/ISO:
G231)
Parametri ciclo
PUNTO DI PARTENZA 1º ASSE
Q225 (in valore assoluto):
coordinata del punto di partenza della superficie da
spianare nell'asse principale del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
PUNTO DI PARTENZA 2º ASSE
Q226 (in valore assoluto):
coordinata del punto di partenza della superficie da
spianare nell'asse secondario del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
PUNTO DI PARTENZA 3º ASSE
Q227 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse del mandrino. Campo di
immissione da -99999,9999 a 99999,9999
2º PUNTO 1º ASSE
Q228 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse principale del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
2º PUNTO 2º ASSE
Q229 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse secondario del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
2º PUNTO 3º ASSE
Q230 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse del mandrino. Campo di
immissione da -99999,9999 a 99999,9999
3º PUNTO 1º ASSE
Q231 (in valore assoluto):
coordinata del punto
3
nell'asse principale del piano di
lavoro. Campo di immissione da -99999,9999 a
99999,9999
3º PUNTO 2º ASSE
Q232 (in valore assoluto):
coordinata del punto
3
nell'asse secondario del piano
di lavoro. Campo di immissione da -99999,9999 a
99999,9999
3º PUNTO 3º ASSE
Q233 (in valore assoluto):
coordinata del punto
3
nell'asse del mandrino. Campo
di immissione da -99999,9999 a 99999,9999
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1
4
2
3
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
2
3
4