Parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 266
266
Cicli di lavorazione: spianatura
10
.3 SPIANA
TURA (ciclo 230, DIN/ISO:
G230)
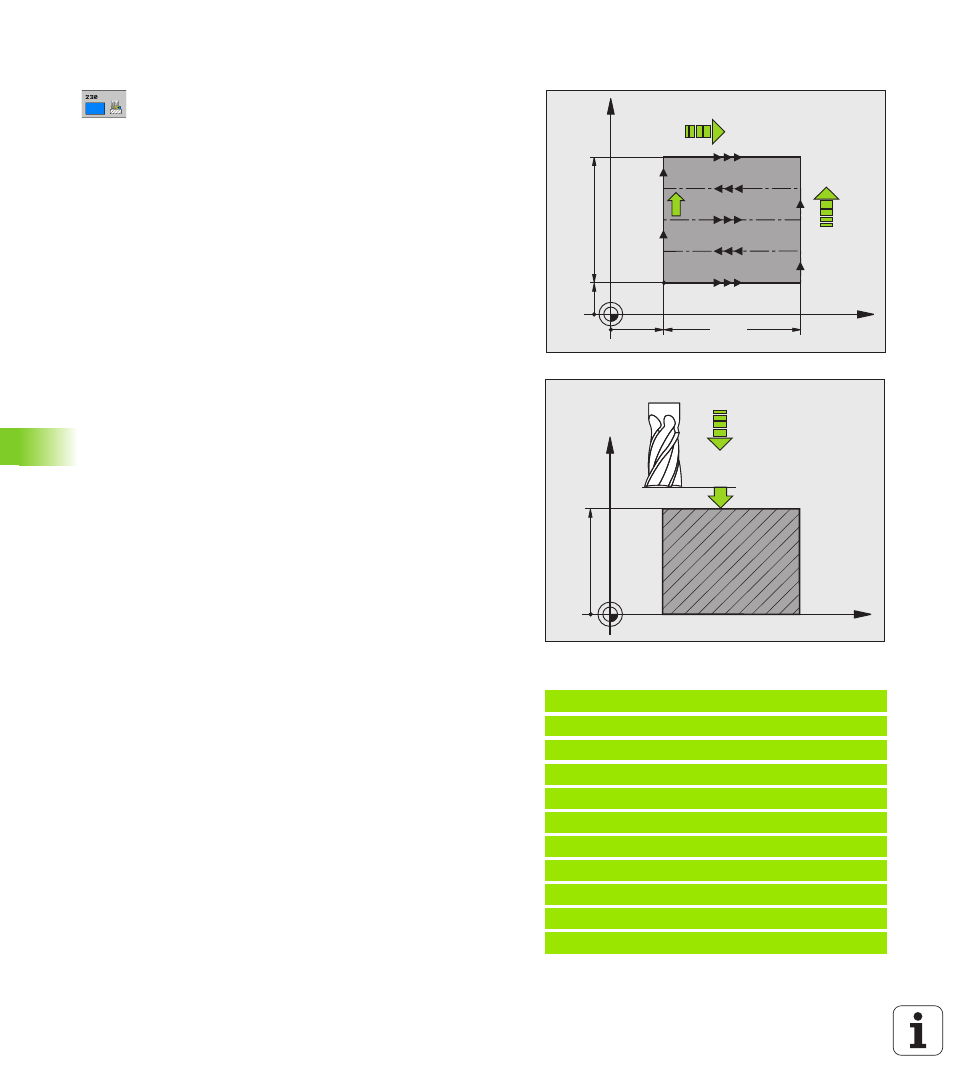
Parametri ciclo
PUNTO DI PARTENZA 1º ASSE
Q225 (in valore assoluto):
coordinata del punto MIN della superficie da spianare
nell'asse principale del piano di lavoro. Campo di
immissione da -99999,9999 a 99999,9999
PUNTO DI PARTENZA 2º ASSE
Q226 (in valore assoluto):
coordinata del punto MIN della superficie da spianare
nell'asse secondario del piano di lavoro. Campo di
immissione da -99999,9999 a 99999,9999
PUNTO DI PARTENZA 3º ASSE
Q227 (in valore assoluto):
altezza nell'asse del mandrino alla quale si esegue la
spianatura. Campo di immissione da -99999,9999 a
99999,9999
Lunghezza lato primario
Q218 (in valore
incrementale): lunghezza della superficie da spianare
nell'asse principale del piano di lavoro, riferita al
PUNTO DI PARTENZA 1º ASSE Campo di immissione
da 0 a 99999,9999
LUNGHEZZA LATO SECONDARIO
Q219 (in valore
incrementale): lunghezza della superficie da spianare
nell'asse secondario del piano di lavoro, riferita al
PUNTO DI PARTENZA 2º ASSE. Campo di
immissione da 0 a 99999,9999
Numero tagli
Q240: numero delle linee in cui il TNC
deve spostare l'utensile nel senso della larghezza.
Campo di immissione da 0 a 99999
AVANZAMENTO INCREMENTO
Q206: velocità di
spostamento dell’utensile durante lo spostamento
dalla distanza di sicurezza alla profondità di fresatura
in mm/min. Campo di immissione da 0 a 99999,9999,
in alternativa FAUTO, FU, FZ
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell'utensile durante la fresatura in
mm/min. Campo di immissione da 0 a 99999,9999, in
alternativa FAUTO, FU, FZ
AVANZAMENTO TRASVERSALE
Q209: velocità dell'utensile
nello spostamento alla linea successiva in mm/min;
procedendo trasversalmente nel materiale, Q209
deve essere inferiore a Q207; procedendo
trasversalmente nello spazio libero, Q209 può essere
maggiore di Q207. Campo di immissione da 0 a
99999,9999, in alternativa FAUTO, FU, FZ
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile e la profondità di
fresatura per il posizionamento all'inizio e alla fine del
ciclo. Campo di immissione da 0 a 99999,9999, in
alternativa PREDEF
Esempio: blocchi NC
71 CYCL DEF 230 SPIANATURA
Q225=+10
;PUNTO PART. 1º ASSE
Q226=+12
;PUNTO PART. 2º ASSE
Q227=+2.5 ;PUNTO PART. 3° ASSE
Q218=150
;LUNGHEZZA 1º LATO
Q219=75
;LUNGHEZZA 2º LATO
Q240=25
;NUMERO TAGLI
Q206=150
;AVANZ. INCREMENTO
Q207=500
;AVANZAM. FRESATURA
Q209=200
;AVANZ. TRASVERSALE
Q200=2
;DISTANZA SICUREZZA
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206