Parametri ciclo – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuale d'uso
Pagina 214
214
Cicli di lavorazione: profilo tasca, profili sagomati
7.
11
SCAN.PR
OF
.TR
O
COID
ALE (ciclo
275, DIN/ISO:
G275)
Parametri ciclo
TIPO DI LAVORAZIONE (0/1/2)
Q215: definizione del
tipo di lavorazione:
0
: sgrossatura e finitura
1
: solo sgrossatura
2
: solo finitura
Il TNC esegue la finitura laterale anche se il
sovrametallo laterale (Q368) è definito uguale a 0
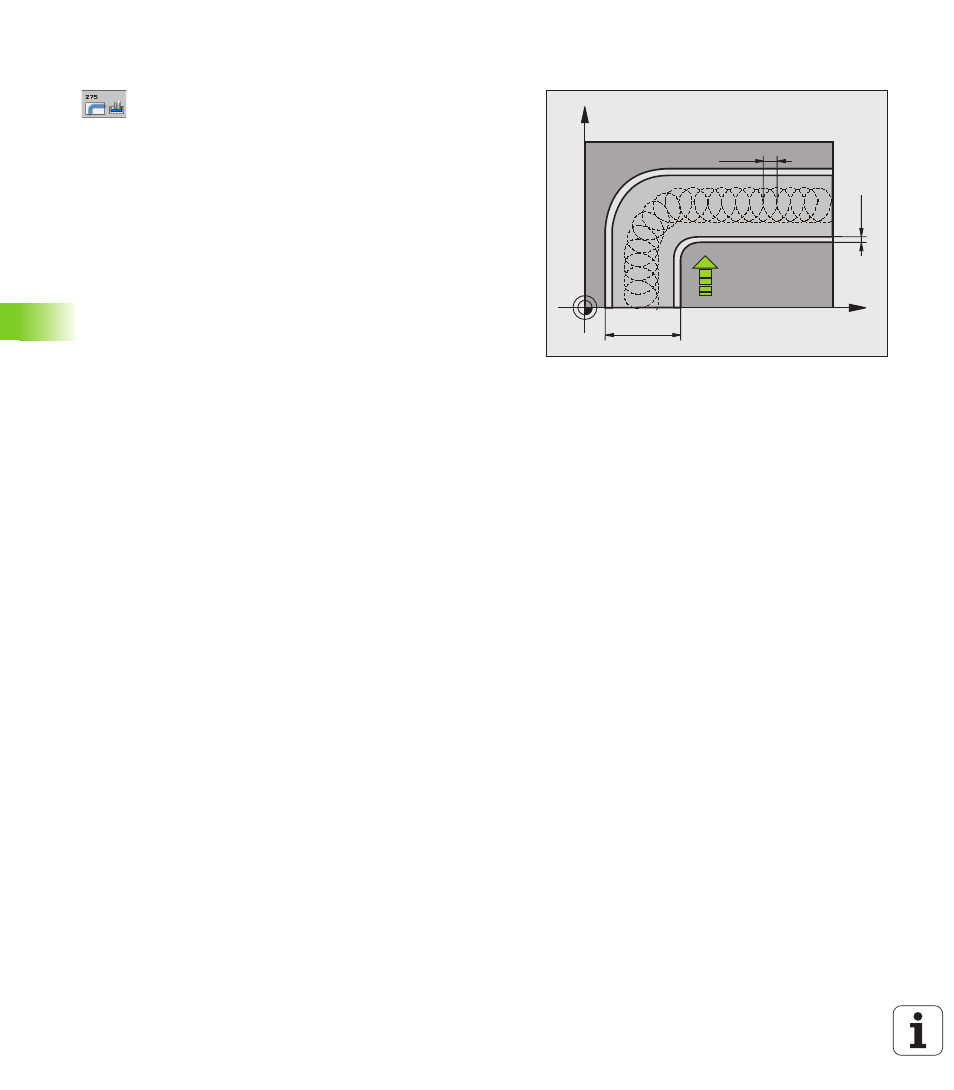
LARGHEZZA SCANALATURA
Q219: inserire la larghezza
della scanalatura; se la larghezza è uguale al diametro
dell'utensile, il TNC trasla l'utensile solo lungo il
profilo definito. Campo di immissione da 0 a
99999,9999
QUOTA DI FINITURA LATERALE
Q368 (in valore
incrementale): sovrametallo di finitura nel piano di
lavoro
INCREMENTO AL GIRO
Q436 (in valore assoluto): valore
del quale il TNC sposta l'utensile per ogni giro nella
direzione di lavorazione. Campo di immissione: da 0 a
99999,9999
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell'utensile durante la fresatura in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa FAUTO, FU, FZ
MODO FRESATURA
Q351: tipo della lavorazione di
fresatura con M3:
+1
= concorde
–1
= discorde
in alternativa PREDEF
X
Y
Q219
Q368
Q436
Q207