Sagoma circolare piano yz g482-geo, 3 pr ofili del piano yz – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 521
HEIDENHAIN MANUALplus 620, CNC PILOT 640
521
6.3 Pr
ofili del piano YZ
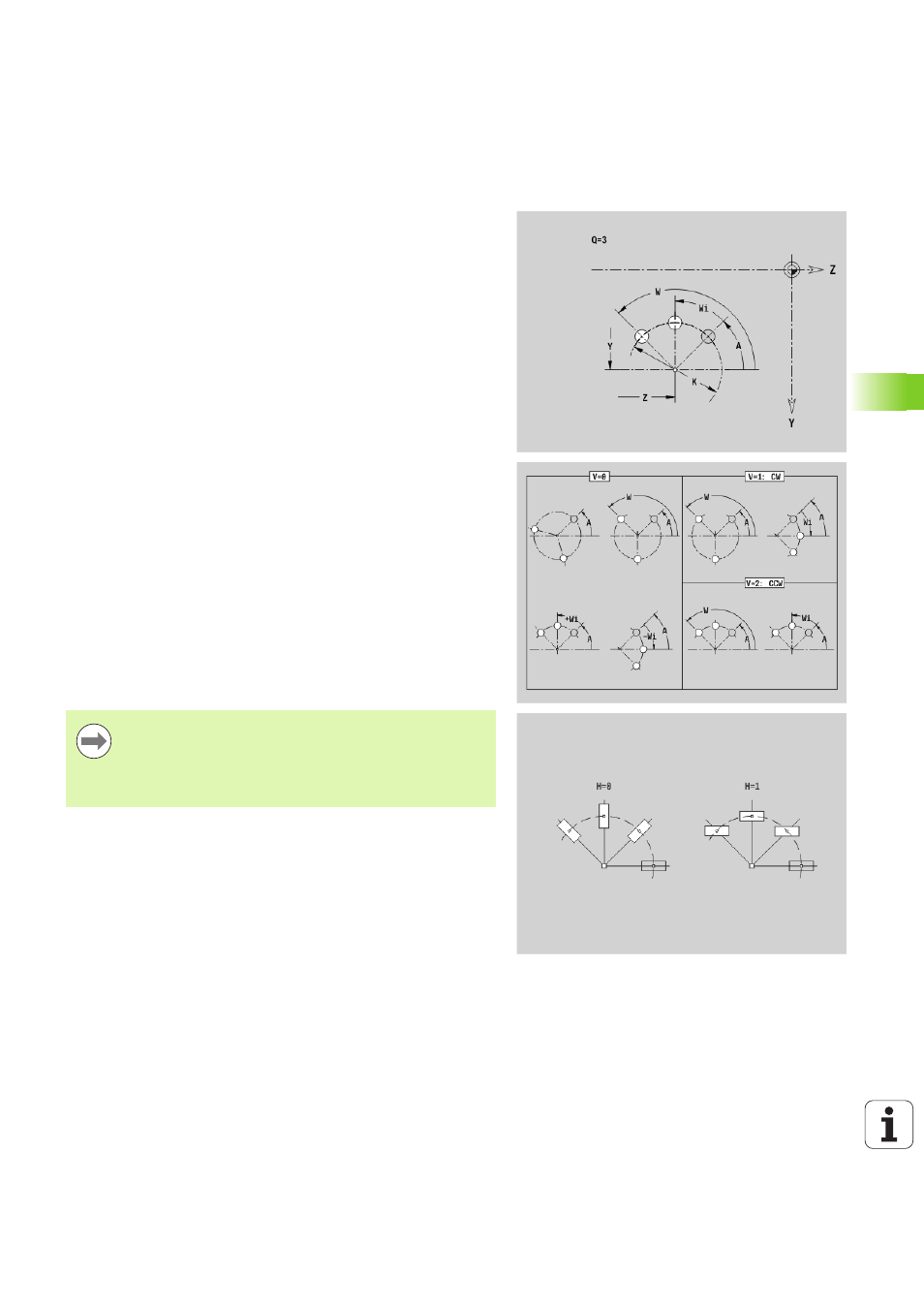
Sagoma circolare piano YZ G482-Geo
G482 definisce una sagoma circolare nel piano YZ. G482 agisce sulla
figura definita nel blocco successivo (G380..385, G387).
Parametri
Q
Numero di figure
K
Diametro (diametro sagoma)
A
Angolo iniziale – Posizione prima figura; riferimento: asse Z
(default: 0°)
W
Angolo finale – Posizione dell'ultima figura; riferimento: asse Z
(default: 360°)
Wi
Angolo tra due figure
V
Direzione – Orientamento (default: 0)
V=0, senza W: ripartizione su cerchio completo
V=0, con W: ripartizione su arco di cerchio più lungo
V=0, con Wi: il segno di Wi determina la direzione (Wi<0: in
senso orario)
V=1, con W: in senso orario
V=1, con Wi: in senso orario (il segno di Wi è irrilevante)
V=2, con W: in senso antiorario
V=2, con Wi: in senso antiorario (il segno di Wi è irrilevante)
Y
Centro sagoma
Z
Centro sagoma
H
Posizione delle figure (default: 0)
0: posizione normale, le figure vengono ruotate intorno al
centro del cerchio (rotazione)
1: posizione originale, la posizione delle figure rimane
immutata rispetto al sistema di coordinate (traslazione)
Programmare il foro/la figura nel blocco successivo
senza centro. Eccezione: scanalatura circolare.
Il ciclo di fresatura (sezione MACHINING) richiama il
foro/la figura nel blocco successivo, non la definizione
della sagoma.