35 f u nzioni g di contr o lli pr ecedenti – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 437
HEIDENHAIN MANUALplus 620, CNC PILOT 640
437
4.35 F
u
nzioni G di contr
o
lli pr
ecedenti
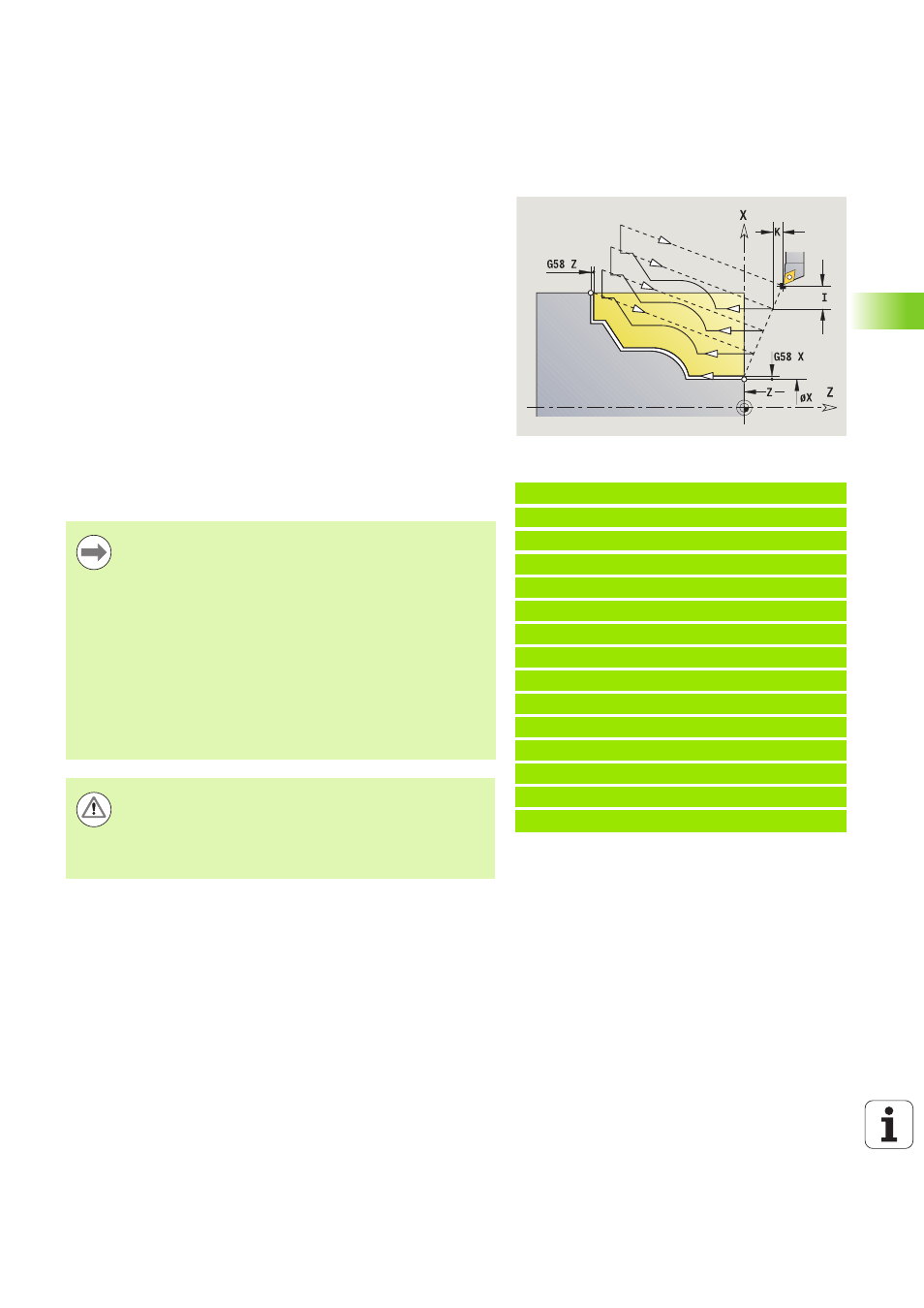
Ripetizione profilo G83
L'istruzione G83 esegue ripetutamente le funzioni programmate nei
blocchi successivi (percorsi di traslazione o cicli semplici senza
descrizione del profilo). L'istruzione G80 termina il ciclo di lavorazione.
Se il numero degli incrementi in direzione X e Z è differente, si lavora
inizialmente in entrambe le direzioni con i valori programmati.
L'incremento viene settato a zero, se per una direzione è stato
raggiunto il valore di arrivo.
Programmazione:
L'istruzione G83 è da sola nel blocco
L'istruzione G83 non deve essere annidata, nemmeno mediante
richiamo di sottoprogrammi
Beispiel: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parametri
X
Punto di arrivo profilo (quota diametrale) – (default: conferma
dell'ultima coordinata X)
Z
Punto di arrivo profilo (default: conferma dell'ultima coordinata Z)
I
Incremento massimo in direzione X (quota radiale) – (default: 0)
K
Incremento massimo in direzione Z (default: 0)
La compensazione del raggio del tagliente non viene
eseguita. Si può programmare separatamente l'SRK con
G40..G42.
Distanza di sicurezza dopo ogni passata: 1 mm
Un sovrametallo G57
viene considerato tenendo conto del segno (quindi
nelle lavorazioni interne non sono possibili i
sovrametalli)
rimane attivo alla fine del ciclo
Un sovrametallo G58
viene considerato se si lavora con l'SRK
rimane attivo alla fine del ciclo
Attenzione Pericolo di collisione!
Dopo una passata l'utensile ritorna in diagonale per
avanzare per la passata successiva. Se necessario,
programmare un percorso in rapido supplementare al fine
di evitare la collisione.