4 t raiet to rie – coor dinat e car tesiane – HEIDENHAIN TNC 410 Manuale d'uso
Pagina 91
78
6 Programmazione: Programmazione profili
CC
Z
Y
X
X
CC
Y
CC
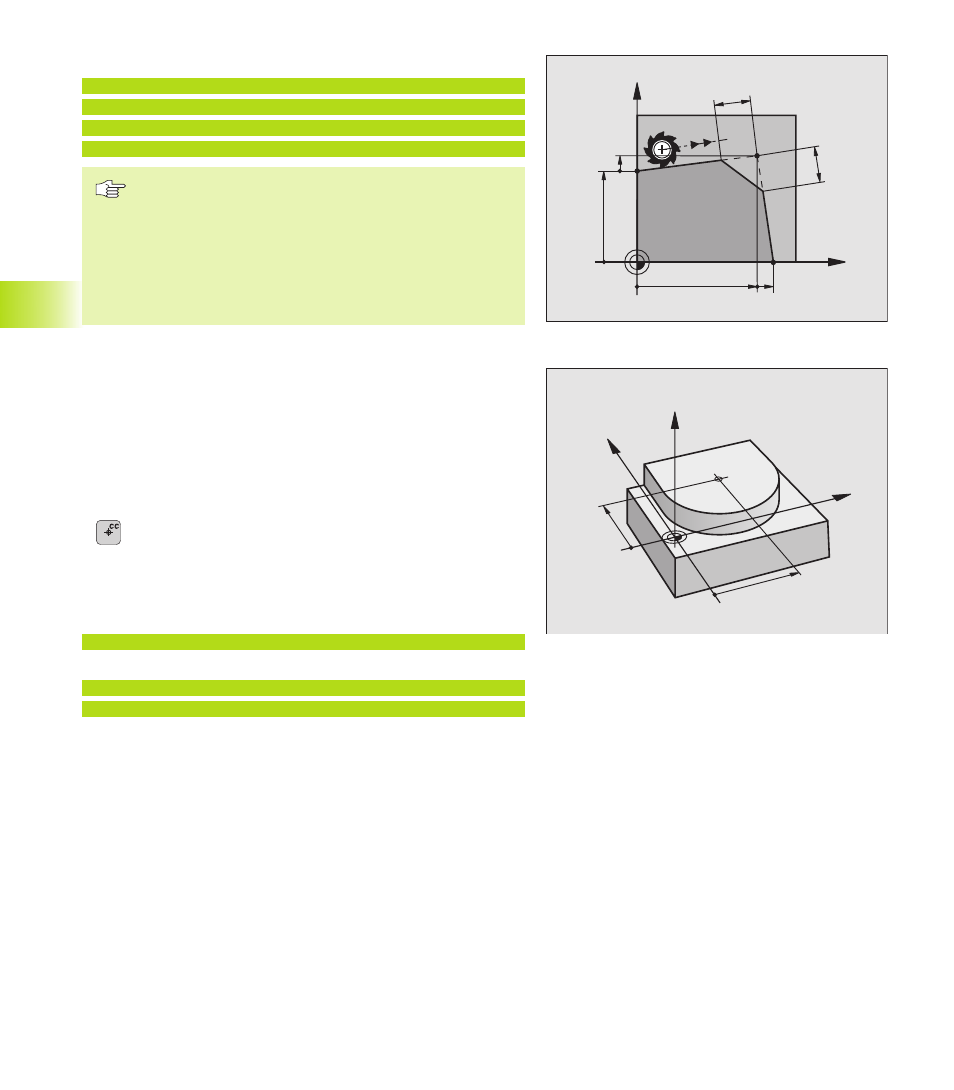
Esempi di blocchi NC
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12
10 L IX+5 Y+0
La lavorazione del profilo non può iniziare con un blocco
CHF!
Gli smussi possono essere eseguiti solo nel piano di
lavoro.
L’avanzamento durante lo smusso corrisponde
all’avanzamento precedentemente programmato.
Lo spigolo tagliato dallo smusso non viene toccato.
Centro del cerchio CC
Per le traiettorie circolari che vengono programmate con il tasto C
(Traiettorie circolari C) occorre definire il centro del cerchio. A tale
scopo
■
introdurre le coordinate cartesiane del centro del cerchio, o
■
confermare l’ultima posizione programmata, oppure
■
confermare le coordinate con il tasto ”Conferma della posizione
reale”.
ú
COORDINATE CC: Inserire le coordinate per il centro
del cerchio oppure
per confermare l’ultima posizione programmata: non
inserire alcuna coordinata
Esempi di blocchi NC
5 CC X+25 Y+25
op.
10 L X+25 Y+25
11 CC
Le righe di programma 10 e 11 non si riferiscono alla figura di fianco
Validità della definizione del centro del cerchio
La definizione di un centro del cerchio vale fino a nuova definizione
di un altro centro di cerchio. Il centro di cerchio può essere inserito
anche per gli assi supplementari U, V e W.
Inserimento incrementale del centro del cerchio CC
Inserendo una coordinata incrementale per il centro del cerchio,
questa si riferisce sempre all’ultima posizione dell‘utensile
programmata.
X
Y
40
12
30
5
12
5
6.4 T
raiet
to
rie – Coor
dinat
e car
tesiane