HEIDENHAIN TNC 410 Manuale d'uso
Pagina 153
8 Programmazione: Cicli
142
ú
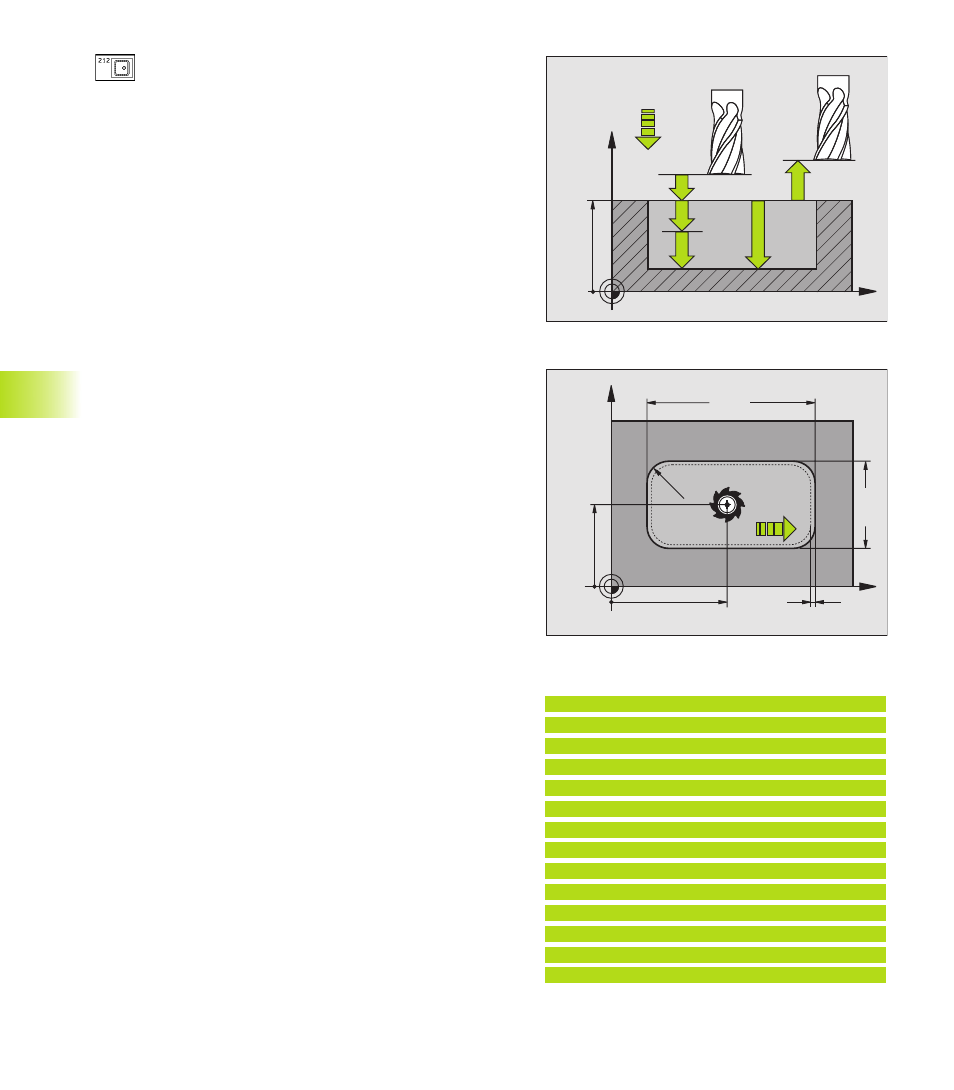
DISTANZA DI SICUREZZA Q200 (incrementale):
distanza tra la punta dell’utensile e la superficie del
pezzo
ú
PROFONDITA’ Q201 (incrementale): distanza tra
superficie pezzo e fondo della tasca
ú
AVANZAMENTO IN PROFONDITA’ Q206: velocità
dell’utensile in mm/min nello spostamento alla
PROFONDITA‘. Per la penetrazione nel materiale
inserire un valore più basso di quello definito in Q207
ú
PROFONDITA’ DI ACCOSTAMENTO Q202
(incrementale): quota dei singoli accostamenti
dell’utensile; inserire un valore maggiore di 0
ú
AVANZAMENTO FRESATURA Q207: velocità di
spostamento dell’utensile durante la fresatura in mm/
min
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
ú
CENTRO 1º ASSE Q216 (assoluto): centro della tasca
nell’asse principale nel piano di lavoro
ú
CENTRO 2º ASSE Q217 (assoluto): centro della tasca
nell’asse secondario del piano di lavoro
ú
LUNGHEZZA 1º LATO Q218 (incrementale): lunghezza
della tasca parallela all’asse principale del piano di
lavoro
ú
LUNGHEZZA 2º LATO Q219 (incrementale): lunghezza
della tasca parallela all’asse secondario del piano di
lavoro
ú
RAGGIO DELL‘ANGOLO Q220: raggio dell’ang. della
tasca. Se non è stato inserito, il TNC considera il
RAGGIO DELL'ANGOLO uguale al raggio dell'utensile
ú
SOVRAMETALLO 1º ASSE Q221 (incrementale):
sovrametallo nell’asse principale del piano di lavoro,
riferito alla lunghezza della tasca. E' necessario al TNC
solo per calcolare il preposizionamento
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
8.4 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
Esempi di blocchi NC:
34 CYCL DEF 212 FINITURA TASCHE
Q 2 0 0 = 2
;DISTANZA DI SICUREZZA
Q201=-20
;PROFONDITA
Q 2 0 6 = 1 5 0 ;AVANZ. INCREMENTO
Q 2 0 2 = 5
;PROF. INCREMENTO
Q 2 0 7 = 5 0 0 ;AVANZAM. FRESATURA
Q203=+0 ;COORDINATE SUPERFICIE
Q 2 0 4 = 5 0
;2ª DIST. SICUREZZA
Q 2 1 6 = + 5 0 ;CENTRO 1° ASSE
Q 2 1 7 = + 5 0 ;CENTRO 2° ASSE
Q 2 1 8 = 8 0
;LUNGHEZZA 1° LATO
Q 2 1 9 = 6 0
;LUNGHEZZA 2° LATO
Q 2 2 0 = 5
;RAGGIO DELL'ANGOLO
Q 2 2 1 = 0
; S O V R A M E T A L L O