HEIDENHAIN TNC 410 Manuale d'uso
Pagina 167
8 Programmazione: Cicli
156
8.4 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
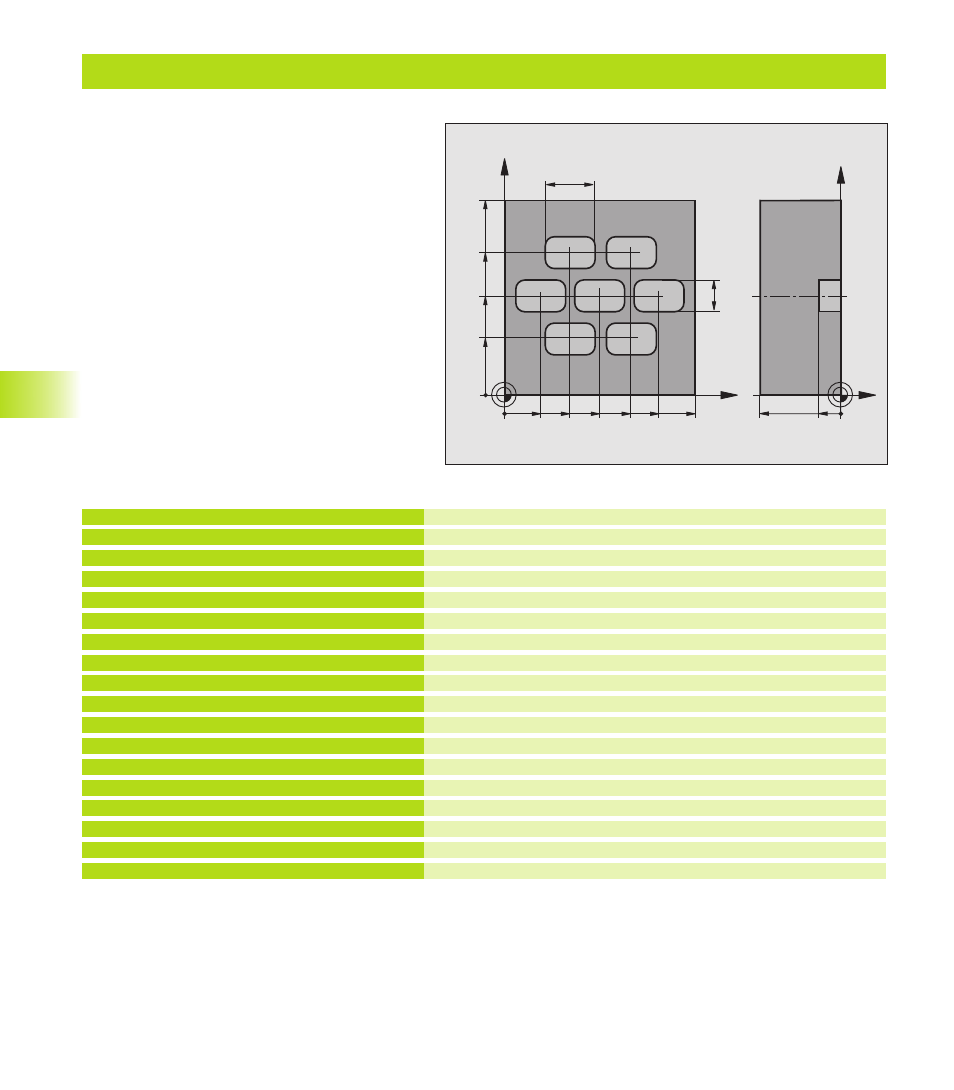
Esempio: sgrossatura e finitura di tasche rettangolari con Tabelle punti
Definizione pezzo grezzo
Definizione dell'utensile di sgrossatura
Definizione dell'utensile di finitura
Chiamata dell'utensile di sgrossatura
Posizionamento dell'utensile alla distanza di sicurezza
(programmare F con un valore) il TNC posizionerà l'utensile dopo
ogni ciclo alla dist. di sicurezza)
Selezionare la Tabella punti
Definizione del ciclo ”Sgrossatura di tasche”
Chiamata di ciclo con la Tabella punti MUSTPKT.PNT
0 BEGIN PGM TAKOM MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL DEF 2 L+0 R+3
5 TOOL CALL 1 Z S5000
6 L Z+10 R0 F5000
7 SEL PATTERN MUSTPKT
8 CYCL DEF 4 .0 FRESATURA TASCHE
9 CYCL DEF 4 .1 DIST.+2
10 CYCL DEF 4 .2 PROF.-10
11 CYCL DEF 4 .3 INCR.+3 F150
12 CYCL DEF 4 .4 X+25
13 CYCL DEF 4 .5 Y+15
14 CYCL DEF 4 .6 F350 DR+ RAGGIO4
15 CYCL CALL PAT F5000 M3
X
Y
50
50
100
100
25
Z
Y
-40
-10
70
30
35
65
20
80
16
Esecuzione del programma
■
Sgrossatura tasche rettangolari con il Ciclo 4
■
Finitura delle tasche rettangolari con il Ciclo 212
Le coordinate dei centri sono memorizzate nella
tabella punti MUSTPKT.PNT (vedere pagina
successiva) e vengono chiamate dal TNC con CYCL
CALL PAT.
Fare attenzione che nella definizione del Ciclo 212
sia programmato il valore 0 per le coordinate del
centro delle tasche (Q212 e Q213) e per la
coordinata della superficie del pezzo.
Per la fresatura delle tasche ai vari livelli di
profondità, modificare le coordinate Z nella Tabella
punti MUSTPKT.PNT