HEIDENHAIN TNC 410 Manuale d'uso
Pagina 112
99
HEIDENHAIN TNC 410
6.6 T
raiet
to
rie – Pr
ogr
ammazione liber
a dei pr
ofili FK
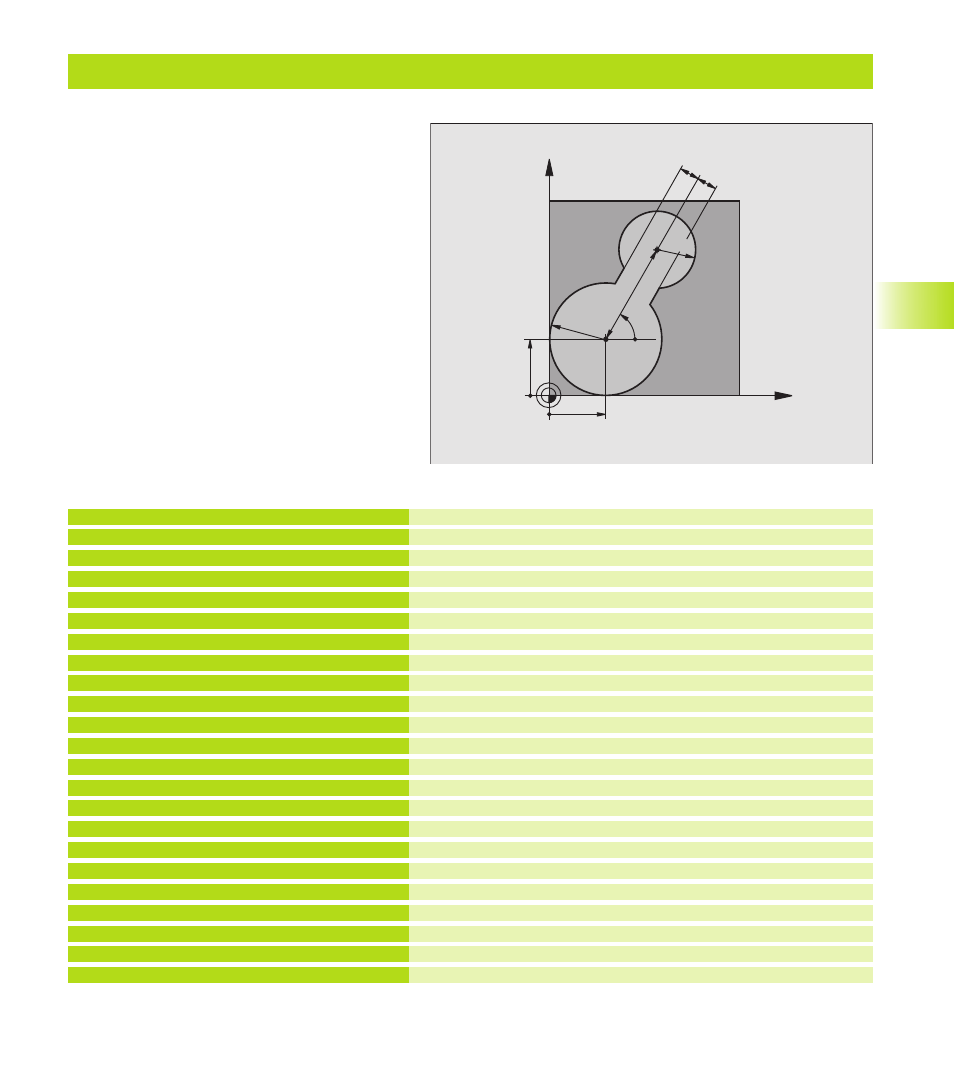
Esempio: Programmazione FK 2
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Preposizionamento dell’utensile
Preposizionamento dell‘asse utensile
Posizionamento alla profondità di lavorazione
Avvicinamento al profilo su un cerchio con raccordo tangenziale
Sezione FK:
Programmare per ogni elemento di profilo i dati noti
Distacco dal profilo su un cerchio con raccordo tangenziale
Disimpegnare l'utensile, fine del programma
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 FMAX
6 L X+30 Y+30 R0 F MAX
7 L Z+5 R0 FMAX M3
8 L Z-5 R0 F100
9 APPR LCT X+0 Y+30 R5 RR F350
10 FPOL X+30 Y+30
11 FC DR- R30 CCX+30 CCY+30
12 FL AN+60 PDX+30 PDY+30 D10
13 FSELECT 3
14 FC DR- R20 CCPR+55 CCPA+60
15 FSELECT 2
16 FL AN-120 PDX+30 PDY+30 D10
17 FSELECT 3
18 FC X+0 DR- R30 CCX+30 CCY+30
19 FSELECT 2
20 DEP LCT X+30 Y+30 R5 R0
21 L Z+250 R0 FMAX M2
22 END PGM FK2 MM
X
Y
30
30
R30
R20
60°
55
10
10