HEIDENHAIN TNC 410 Manuale d'uso
Pagina 217
10 Programmazione: Parametri Q
206
1
0.1 Pr
incipio e panor
amica delle funzioni
10.1 Principio e panoramica delle
funzioni
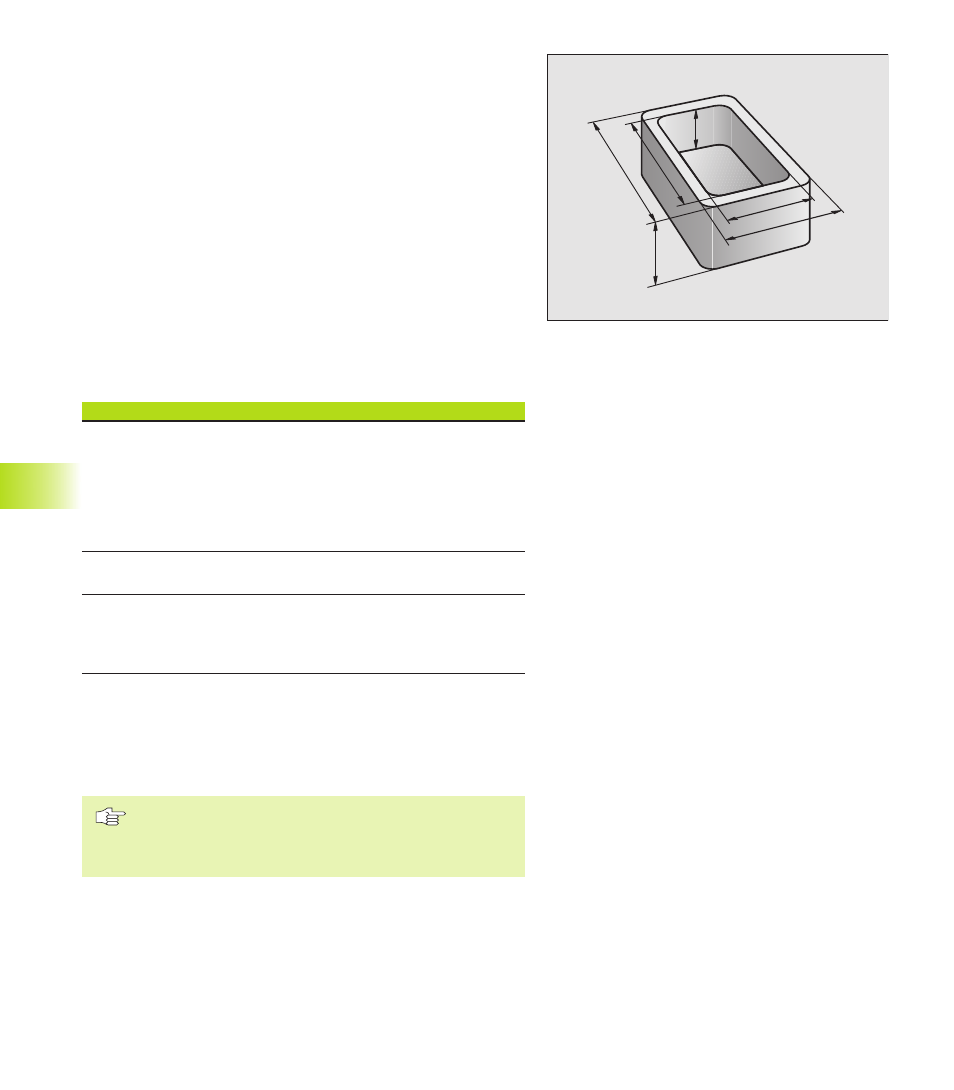
I parametri Q danno la possibilità di definire in un programma di
lavorazione un’intera famiglia di modelli. A tale proposito si
inseriscono, in luogo dei valori numerici, dei parametri Q.
I parametri Q possono sostituire per esempio
■
valori di coordinate
■
avanzamenti
■
numeri di giri
■
dati di ciclo
Inoltre è possibile programmare con parametri Q dei profili definiti
da funzioni matematiche o far dipendere l’esecuzione di singoli
passi di lavorazione da certe condizioni logiche.
I parametri Q sono contrassegnati con la lettera Q e con un numero
compreso tra 0 e 299. I parametri Q sono suddivisi in tre gruppi:
Significato
Campo
Parametri liberamente utilizzabili
da Q0 a Q99
globalmente attivi per tutti i programmi
memorizzati nel TNC. Chiamando i C
icli Costruttore questi paramentri
sono attivi solo localmente
(in funzione del MP7251)
Parametri per funzioni speciali del TNC
da Q100 a Q199
Parametri utilizzati di preferenza per cicli,
da Q200 a Q299
attivi globalmente per tutti i programmi
memorizzati nel TNC e nei Cicli Costruttore
Avvertenze per la programmazione
I parametri Q possono essere inseriti in un programma assieme a
valori numerici.
Ai parametri Q possono essere assegnati valori numerici tra
–99 999,9999 e +99 999,9999.
Il TNC assegna automaticamente a certi parametri Q
sempre gli stessi dati, p. es. al parametro Q108 il raggio
attuale dell’utensile: vedere ”10.10 Parametri Q
preprogrammati”.
Q4
Q2
Q3
Q1
Q5
Q6