3 cicli di foratura – HEIDENHAIN TNC 410 Manuale d'uso
Pagina 143
8 Programmazione: Cicli
132
ú
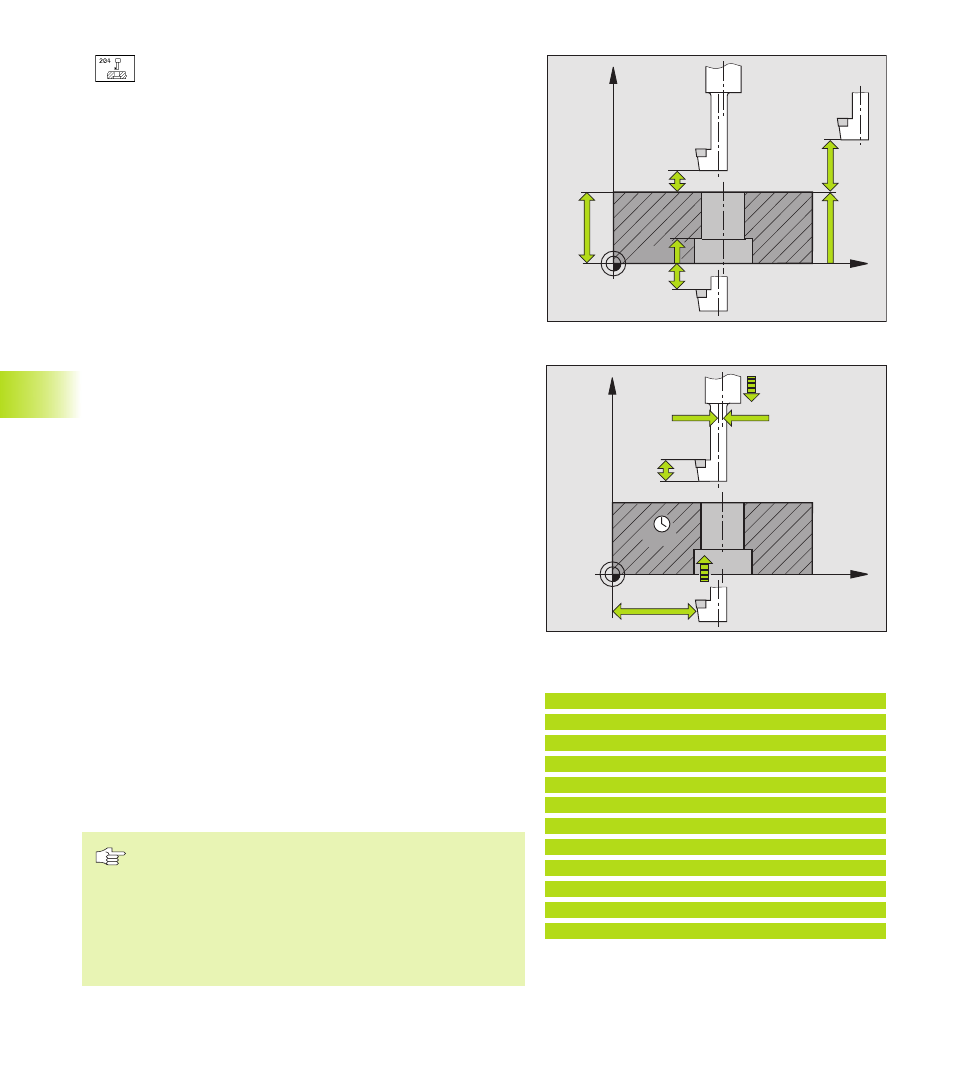
DISTANZA DI SICUREZZA Q200 (incrementale): distanza
tra la punta dell’utensile e la superficie del pezzo
ú
PROFONDITA' Q249 (incrementale): distanza tra il piano
inferiore del pezzo e il fondo dell'allargamento. Con il
segno positivo l'allargamento viene eseguito nella
direzione positiva dell'asse del mandrino
ú
SPESSORE MATERIALE Q250 (incrementale): spessore
del pezzo
ú
ECCENTRICITA' Q251 (incrementale): eccentricità
dell'utensile alesatore; da rilevare dalla scheda tecnica
dell'utensile
ú
ALTEZZA TAGLIENTE Q252 (incrementale): distanza tra
lo spigolo inferiore dell'utensile alesatore e il tagliente
principale; da rilevare dalla scheda tecnica dell'utensile
ú
AVANZ. AVVICINAMENTO Q253: velocità di
spostamento dell'utensile durante la penetrazione nel
pezzo e l'estrazione dal pezzo in mm/min
ú
AVANZAM. DI LAVORO Q254: velocità di spostamento
dell’utensile durante l'allargamento in mm/min
ú
TEMPO DI SOSTA Q255: tempo di sosta in secondi sul
fondo dell'allargamento
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
ú
DIREZIONE DI DISIMPEGNO (0/1/2/3/4) Q214:
Definizione della direzione in cui il TNC disimpegna
l’utensile sul fondo del foro (dopo l’orientamento del
mandrino)
0:
Valore non ammesso
1:
Disimpegno dell’utensile in direzione negativa dell’asse
principale
2:
Disimpegno dell’utensile in direzione negativa dell’asse
secondario
3:
Disimpegno dell’utensile in direzione positiva dell’asse
principale
4:
Disimpegno dell’utensile in direzione positiva dell’asse
secondario
Attenzione, pericolo di collisione!
Verificare la posizione della punta dell’utensile quando si
programma con M19 un orientamento del mandrino su 0°
(p.es. nel modo operativo INTRODUZIONE MANUALE
DATI). Orientare la punta dell’utensile in modo che sia
parallela ad un asse di lavoro. Selezionare la direzione del
disimpegno in modo che l’utensile possa penetrare nel
foro senza rischio di collisione.
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
8.3 Cicli di foratura
Esempi di blocchi NC:
11 CYCL DEF 204 CONTROFORAT. INVERTITA
Q 2 0 0 = 2
;DISTANZA DI SICUREZZA
Q 2 4 9 = + 5
;PROFONDITA' PENETRAZ.
Q 2 5 0 = 2 0
;SPESSORE MATERIALE
Q251=3.5
;QUOTA OFFSET
Q 2 5 2 = 1 5
;ALTEZZA TAGLIENTI
Q 2 5 3 = 7 5 0 ;AVANZ. PREPOSIZIONAM.
Q 2 5 4 = 2 0 0 ;AVANZ. PENETRAZIONE
Q 2 5 5 = 0
;TEMPO DI SOSTA
Q 2 0 3 = + 0
;COORDINATE SUPERFICIE
Q 2 0 4 = 5 0
;2ª DIST. SICUREZZA
Q 2 1 4 = 1
;DIREZIONE DISIMPEGNO