HEIDENHAIN TNC 410 Manuale d'uso
Pagina 154
143
HEIDENHAIN TNC 410
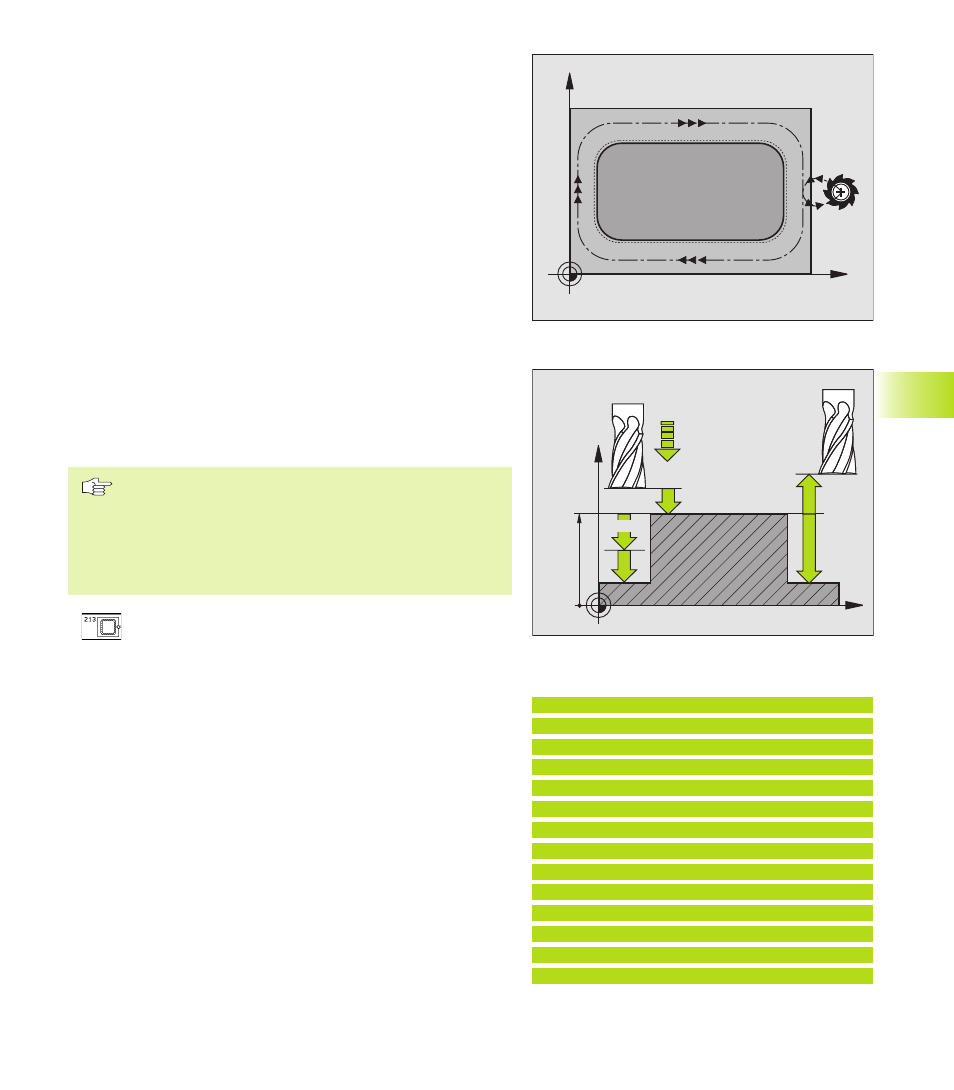
FINITURA DI ISOLE (Ciclo 213)
1 Il TNC porta l’utensile nell’asse del mandrino alla DISTANZA DI
SICUREZZA oppure, se programmato, alla 2ª DISTANZA DI
SICUREZZA e successivamente al centro dell'isola
2 Dal centro dell'isola l'utensile si porta nel piano di lavoro al punto
di partenza della lavorazione. Il punto di partenza si trova a destra
dell'isola, spostato di circa 3,5 volte il raggio dell'utensile
3 Se l’utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC porta
l’utensile con FMAX alla DISTANZA DI SICUREZZA e da lì con l’
AVANZAMENTO IN PROFONDITA’ alla prima PROFONDITA’ DI
ACCOSTAMENTO
4 Successivamente l’utensile entra tangenzialmente sul profilo del
pezzo finito ed esegue una contornatura con fresatura concorde
5 In seguito l’utensile si stacca tangenzialmente dal profilo,
ritornando al punto di partenza nel piano di lavoro
6 Questa procedura (da 3 a 5) si ripete fino al raggiungimento della
PROFONDITA’ programmata
7 Alla fine del ciclo il TNC porta l’utensile in rapido alla DISTANZA DI
SICUREZZA o, se programmata, alla 2ª DISTANZA DI SICUREZZA
e successivamente al centro dell’isola (posizione finale =
posizione iniziale)
Da osservare:
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
Se si desidera rifinire l’isola dal pieno utilizzare frese con
tagliente frontale a taglio centrale (DIN 844), inserire per
l' AVANZAMENTO IN PROFONDITA’
ú
DISTANZA DI SICUREZZA Q200 (incrementale):
distanza tra la punta dell’utensile e la superficie del
pezzo
ú
PROFONDITA’ Q201 (incrementale): distanza tra
superficie pezzo e fondo dell’isola
ú
AVANZAMENTO IN PROFONDITA’ Q206: velocità
dell’utensile in mm/min nello spostamento alla
PROFONDITA‘. Per la penetrazione nel materiale
inserire un valore basso; penetrando nel vuoto inserire
un valore più alto
ú
PROFONDITA’ DI ACCOSTAMENTO Q202
(incrementale): quota di accostamento dell’utensile.
Inserire un valore maggiore di 0
ú
AVANZAMENTO FRESATURA Q207: velocità di
spostamento dell’utensile durante la fresatura in mm/
min
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
8.4 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
Esempi di blocchi NC:
35 CYCL DEF 213 FINITURA ISOLE
Q 2 0 0 = 2
;DISTANZA DI SICUREZZA
Q201=-20
;PROFONDITA
Q 2 0 6 = 1 5 0 ;AVANZ. INCREMENTO
Q 2 0 2 = 5
;PROF. INCREMENTO
Q 2 0 7 = 5 0 0 ;AVANZAM. FRESATURA
Q203=+0 ;COORDINATE SUPERFICIE
Q 2 0 4 = 5 0
;2. DIST. SICUREZZA
Q 2 1 6 = + 5 0 ;CENTRO 1° ASSE
Q 2 1 7 = + 5 0 ;CENTRO 2. ASSE
Q 2 1 8 = 8 0
;LUNGHEZZA 1° LATO
Q 2 1 9 = 6 0
;LUNGHEZZA 2° LATO
Q 2 2 0 = 5
;RAGGIO DELL'ANGOLO
Q 2 2 1 = 0
; S O V R A M E T A L L O