Inserimento dei dati di elettrodo nel programma, 1 elet tr odi – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 93
HEIDENHAIN TNC 406, TNC 416
73
5.1 Elet
tr
odi
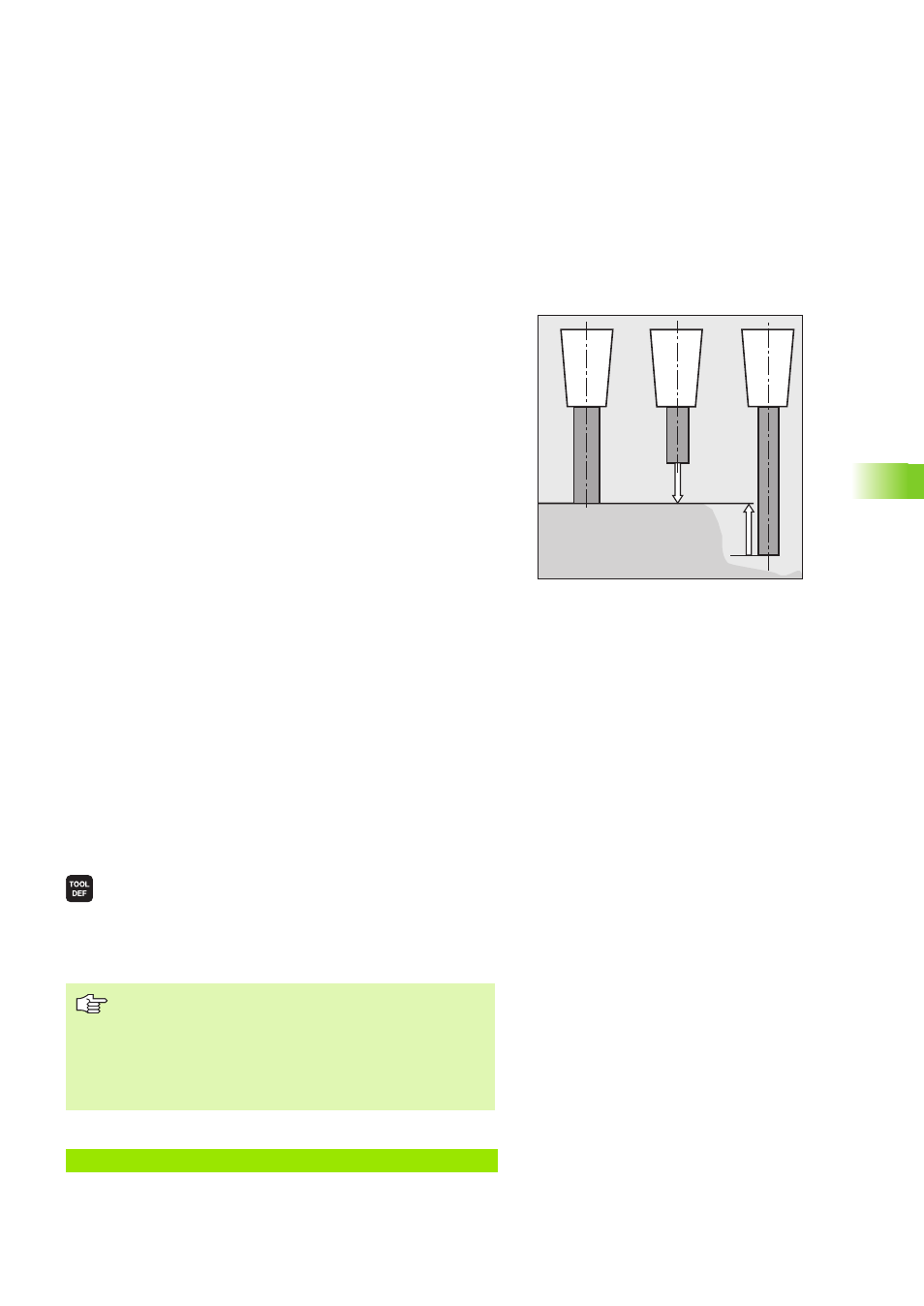
Determinazione della lunghezza dell’elettrodo con l’elettrodo 0
Simboli relativi alla lunghezza L dell’elettrodo:
Determinazione della lunghezza:
8
Portare l’elettrodo zero sulla posizione di riferimento dell’asse
elettrodo (p.es. superficie del pezzo con Z = 0)
8
Se necessario: portare l’origine dell’asse elettrodo sullo zero
8
Montare l’elettrodo
8
Portare l’elettrodo sulla stessa posizione di riferimento dell’elettrodo
zero
8
Viene visualizzato il valore di correzione per la lunghezza L
dell’elettrodo
8
Annotare il valore per inserirlo successivamente o confermarlo con
la funzione TNC "Conferma posizione reale"
Inserimento dei dati di elettrodo nel programma
Per ogni elettrodo i dati relativi vengono introdotti una sola volta nel
programma di lavorazione:
numero elettrodo
valore di correzione della lunghezza L dell’elettrodo
raggio R dell’elettrodo
Inserimento dei dati di elettrodo nel blocco di programma
Il numero, la lunghezza e il raggio di un determinato elettrodo devono
essere definiti una sola volta nel programma di lavorazione in un blocco
TOOL DEF:
8
Selezione della definizione dell’utensile premere il tasto TOOL DEF
8
Numero utensile : identificare l’elettrodo con un
numero
8
Lunghezza utensile : valore di correzione per la
lunghezza
8
Raggio utensile : valore di correzione per il raggio
Esempio
L>L0:
l'elettrodo è più lungo dell'elettrodo zero
L<L0:
l'elettrodo è più corto dell'elettrodo zero
Z = 0
L = 0
L
L +
T N
T 1
T 2
La lunghezza L dell'elettrodo, con la funzione "Conferma
della posizione reale" (vedere "Conferma della posizione
reale", pag. 84), può essere direttamente inserita nella
definizione dell'elettrodo.
Ciclo 3 DEF. UTENSILE (vedere "Ciclo 3 DEF.
UTENSILE", pag. 135) cancella la lunghezza utensile
dalla definizione TOOL DEF!
4 TOOL DEF 5 L+10 R+5