Powermax – Hypertherm Powermax105 Rev.0 Manuale d'uso
Pagina 111
Configurazione della torCia per maCChina
powermax
105
Manuale di manutenzione
6-39
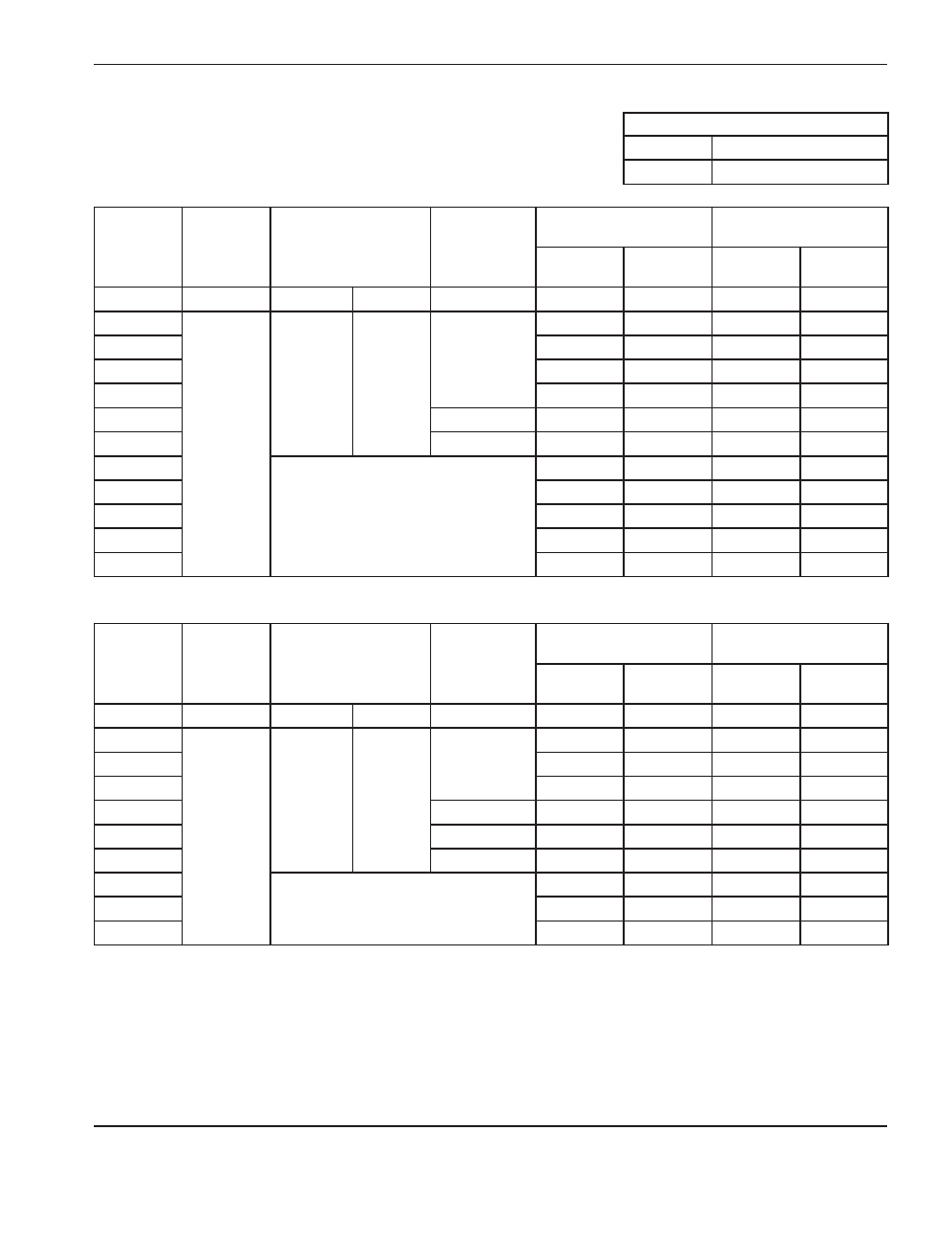
Taglio con consumabili 105 A non schermati
(acciaio al carbonio)
Portata flusso d’aria – slpm/scfh
Calda
217/460
Fredda
250/530
Metrico
Spessore
del
materiale
Distanza
tra torcia e
lamiera
Altezza iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Impostazioni
produzione
Velocità di
taglio
Tensione
Velocità di
taglio
Tensione
mm
mm
mm
%
Sec
(mm/min)
V
(mm/min)
V
6
4,6
9,2
200
0,5
4040
148
4980
145
8
3160
149
3770
145
10
2350
150
2700
145
12
1700
153
2080
147
16
0,6
980
155
1200
152
20
1,0
742
155
940
154
25
Partenza dal bordo
500
159
580
159
30
300
161
370
160
32
260
169
270
167
35
320
164
350
163
40
160
176
190
172
Imperiale
Spessore
del
materiale
Distanza
tra torcia e
lamiera
Altezza iniziale di
sfondamento
Ritardo di
sfondamento
Impostazioni qualità
massima
Impostazioni
produzione
Velocità di
taglio
Tensione
Velocità di
taglio
Tensione
pollici
pollici
pollici
%
Sec
poll/min
V
poll/min
V
1/4
0.18
0.36
200
0.5
153
148
188
145
3/8
91
150
112
145
1/2
62
153
76
148
5/8
0.6
39
155
48
152
3/4
1.0
31
155
40
153
7/8
1.25
25
156
30
158
1
Partenza dal bordo
19
160
22
159
1-1/8
14
161
17
160
1-1/4
13
164
14
163