Finecut a bassa velocità (acciaio inossidabile), Powermax – Hypertherm Powermax105 Rev.0 Manuale d'uso
Pagina 109
Configurazione della torCia per maCChina
powermax
105
Manuale di manutenzione
6-37
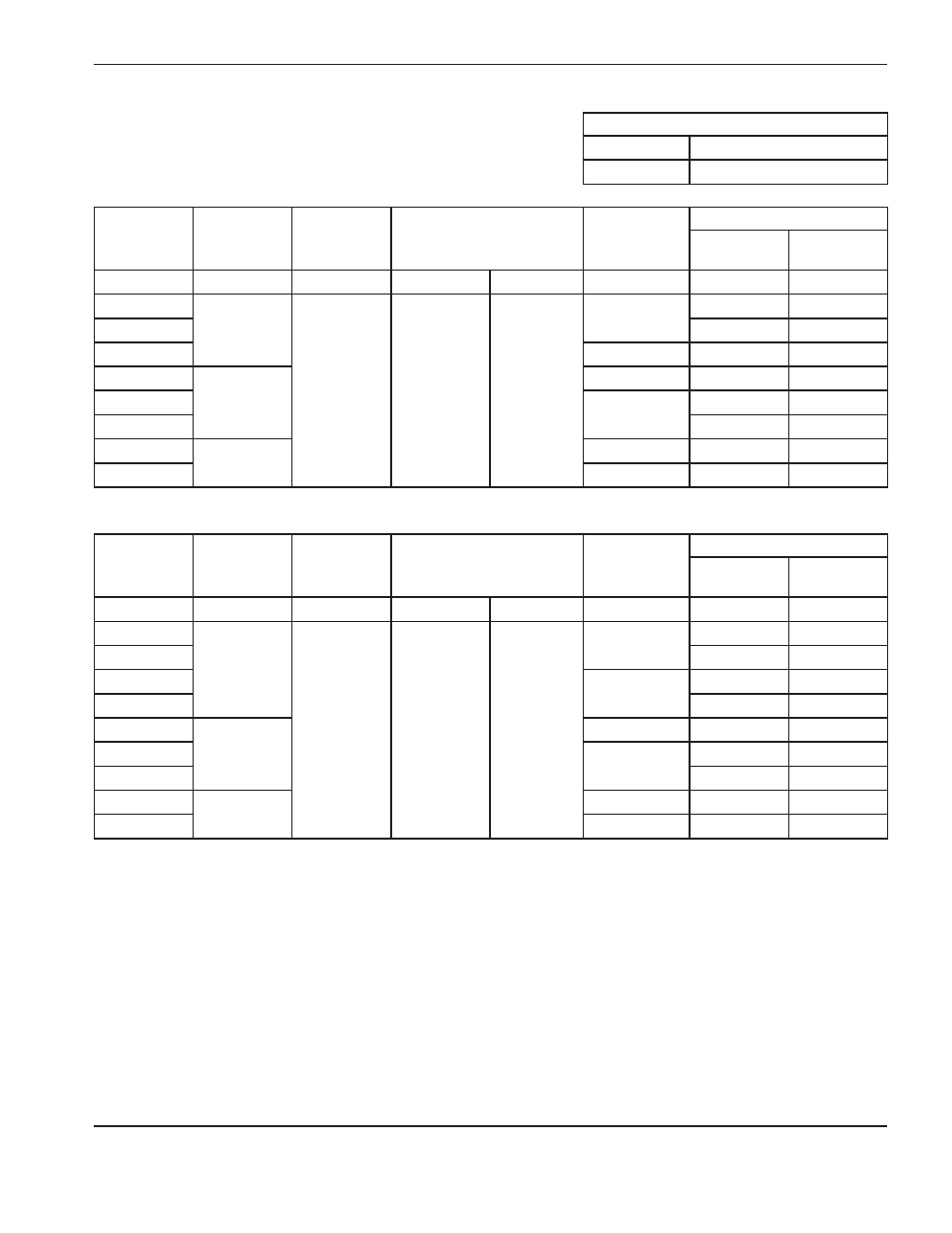
FineCut a bassa velocità (acciaio inossidabile)
Portata flusso d’aria – slpm/scfh
Calda
181/384
Fredda
191/404
Metrico
Spessore
del
materiale
Corrente
Distanza
tra torcia e
lamiera
Altezza iniziale di
sfondamento
Ritardo di
sfondamento
Consigliato/a
Velocità di
taglio
Tensione
mm
A
mm
mm
%
Sec
(mm/min)
V
0,5
30
0,5
2,0
400
0,0
3800
69
0,6
3800
69
0,8
0,1
3800
69
1
40
0,15
3800
69
1,5
0,4
2900
69
2
2750
69
3
45
0,5
2550
80
4
0,6
1050
80
Imperiale
Spessore
del
materiale
Corrente
Distanza
tra torcia e
lamiera
Altezza iniziale di
sfondamento
Ritardo di
sfondamento
Consigliato/a
Velocità di
taglio
Tensione
A
poll.
poll.
%
Sec
poll/min
V
26 GA
30
0.02
0.08
400
0.0
150
69
24 GA
150
69
22 GA
0.1
150
69
20 GA
150
69
18 GA
40
0.2
145
69
16 GA
0.4
115
69
14 GA
110
69
12 GA
45
0.5
120
80
10 GA
0.6
75
80