7 cicli di spianat u ra – HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 345
HEIDENHAIN TNC 426, TNC 430
319
8.7 Cicli di spianat
u
ra
n
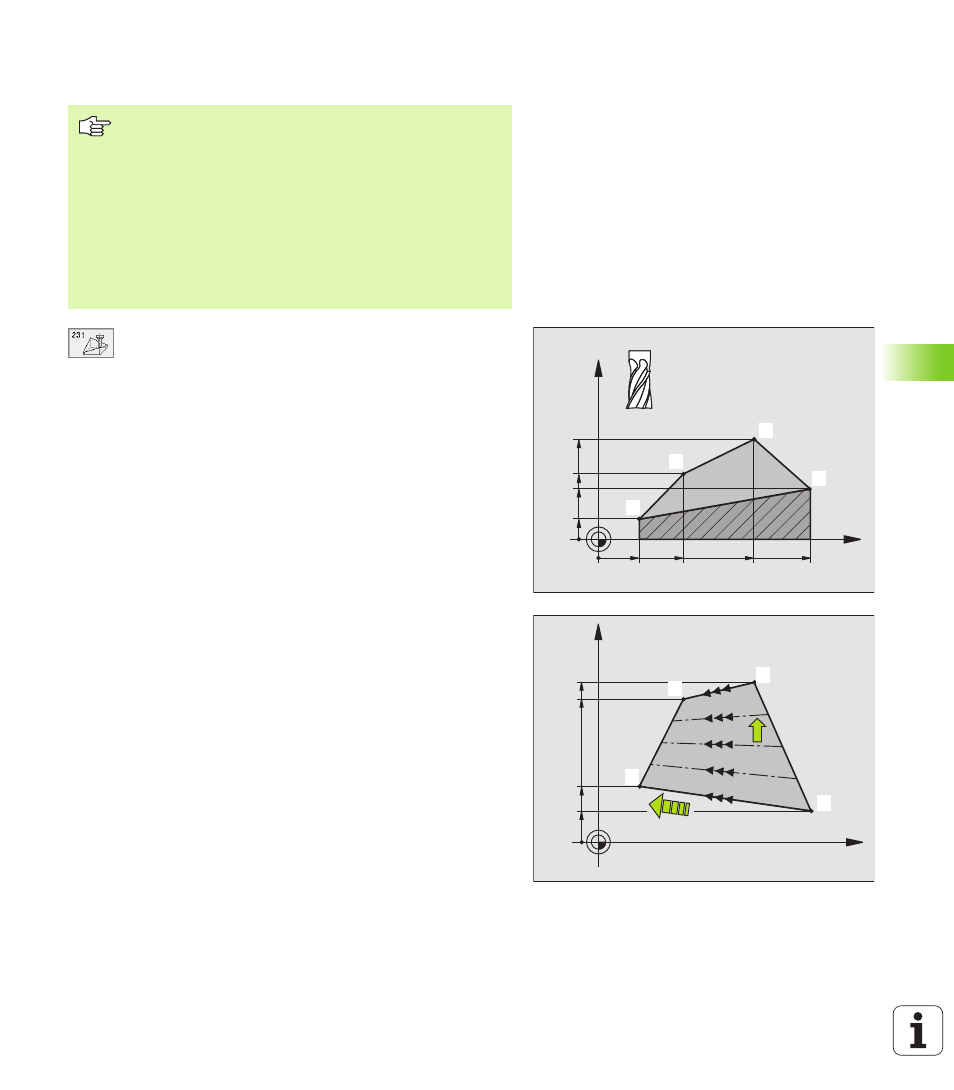
Per le superfici sghembe impostando la direzione del movimento
principale (dal punto
1
al punto
2
) perpendicolarmente alla direzione
della pendenza maggiore
U
U
U
U
PUNTO DI PARTENZA 1º ASSE
Q225 (in valore assoluto):
coordinata del punto di partenza della superficie da
spianare nell'asse principale del piano di lavoro
U
U
U
U
PUNTO DI PARTENZA 2º ASSE
Q226 (in valore assoluto):
coordinata del punto di partenza della superficie da
spianare nell'asse secondario del piano di lavoro
U
U
U
U
PUNTO DI PARTENZA 3º ASSE
Q227 (in valore assoluto):
coordinata del punto di partenza della superficie da
spianare nell'asse mandrino
U
U
U
U
2º PUNTO 1º ASSE
Q228 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse principale del piano di lavoro
U
U
U
U
2º PUNTO 2º ASSE
Q229 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse secondario del piano di lavoro
U
U
U
U
2º PUNTO 3º ASSE
Q230 (in valore assoluto):
coordinata del punto finale della superficie da
spianare nell'asse del mandrino
U
U
U
U
3º PUNTO 1º ASSE
Q231 (in valore assoluto):
coordinata del punto
3
nell'asse principale del piano di
lavoro
U
U
U
U
3º PUNTO 2º ASSE
Q232 (in valore assoluto):
coordinata del punto
3
nell'asse secondario del piano
di lavoro
U
U
U
U
3º PUNTO 3º ASSE
Q233 (in valore assoluto):
coordinata del punto
3
nell'asse del mandrino
Da osservare prima della programmazione
Il TNC posiziona l'utensile sul punto di
partenza
1
partendo dalla posizione attuale con un
movimento lineare 3D. Preposizionare l'utensile in modo
da evitare qualsiasi collisione con il pezzo o i dispositivi di
serraggio.
Il TNC sposta l'utensile tra le posizioni programmate con
CORREZIONE DEL RAGGIO R0
Utilizzare eventualmente una fresa con tagliente frontale a
taglio centrale (DIN 844).
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
11
12
13
14
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
11
12
13
14