Superficie cilindrica (ciclo 27), 6 cicli sl – HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 325
HEIDENHAIN TNC 426, TNC 430
299
8.6 Cicli SL
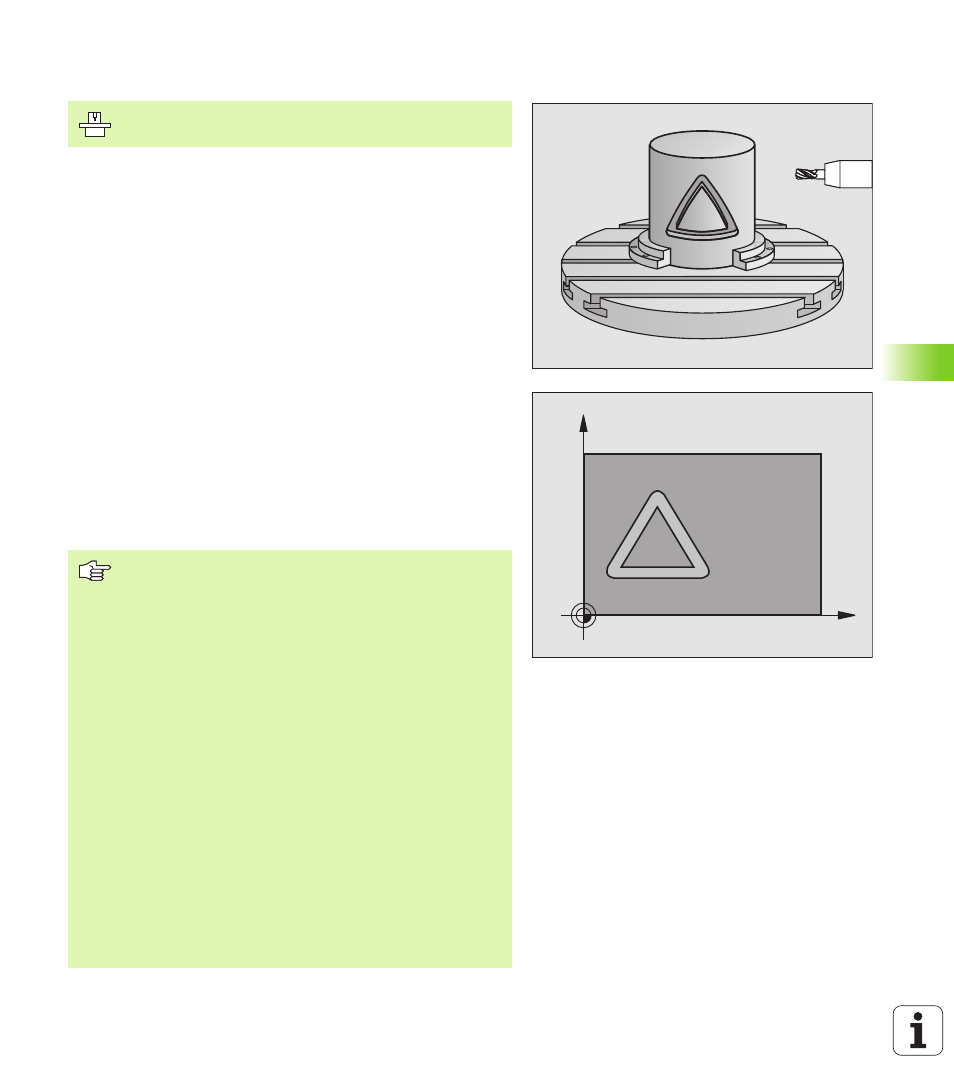
SUPERFICIE CILINDRICA (Ciclo 27)
Con questo ciclo è possibile trasferire un profilo definito nello sviluppo
su una superficie cilindrica. Utilizzare il ciclo 28 quando si vogliono
fresare le scanalature di guida sul cilindro.
Il profilo stesso viene descritto in un sottoprogramma da definire
mediante il ciclo 14 (PROFILO).
Il sottoprogramma contiene coordinate in un asse angolare (p.es. asse
C) e nell'asse parallelo a quest'ultimo (p.es. asse del mandrino). Sono
consentite come funzioni di traiettoria L, CHF, CR, RND, APPR
(escluso APPR LCT) e DEP.
I dati nell'asse angolare possono essere inseriti a scelta in gradi o in
mm (pollici) (da stabilire nella definizione del ciclo).
1
Il TNC posiziona l'utensile sopra il punto di penetrazione, tenendo
conto della QUOTA LATERALE
2
Alla prima PROFONDITA' DI ACCOSTAMENTO l'utensile fresa
con l'avanzamento di fresatura Q12 lungo il profilo programmato
3
Alla fine del profilo il TNC riporta l'utensile alla distanza di sicurezza
e quindi al punto di penetrazione;
4
Questa procedura (da 1 a 3) si ripete fino al raggiungimento della
PROFONDITA' Q1 programmata
5
Successivamente l'utensile si porta alla distanza di sicurezza
C
Z
La macchina e il TNC devono essere predisposti dal
Costruttore.
Da osservare prima della programmazione
La memoria per un ciclo SL è limitata. In un ciclo SL si
possono programmare p.es. al massimo 256 blocchi di
rette.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.
Utilizzare una fresa con tagliente frontale a taglio centrale
(DIN 844).
Il cilindro deve essere serrato centralmente sulla tavola
rotante
L'asse del mandrino deve essere sempre perpendicolare
all'asse della tavola rotante. In caso contrario il TNC
emette un messaggio d'errore.
Questo ciclo può essere eseguito anche con il piano di
lavoro è ruotato.
Il TNC verifica se la traiettoria corretta o non corretta
dell'utensile si trova all'interno del campo di visualizzazione
dell'asse di rotazione (definito nel parametro macchina
810.x). In caso di messaggio di errore "errore di
programmazione profilo" impostare MP 810.x = 0.