Tornitura (ciclo 202) – HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 243
HEIDENHAIN TNC 426, TNC 430
217
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
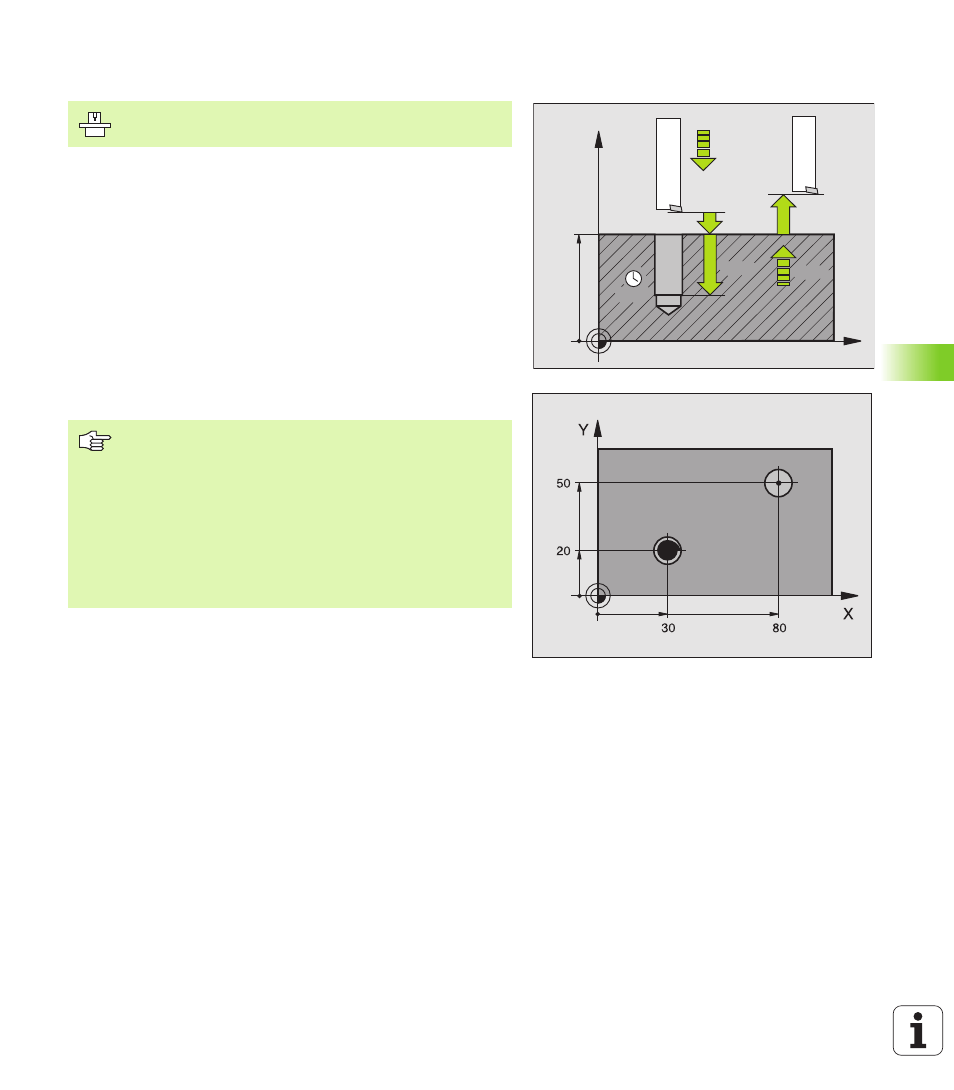
TORNITURA (Ciclo 202)
1
Il TNC posiziona in rapido FMAX l'utensile nell'asse del mandrino
alla DISTANZA DI SICUREZZA sopra la superficie del pezzo
2
L'utensile penetra con l'AVANZAMENTO DI FORATURA sino alla
PROFONDITA'
3
Sul fondo del foro l'utensile sosta, se programmato, con il
mandrino in funzione per eseguire la spoglia
4
Successivamente il TNC orienta il mandrino
sulla posizione 0°
5
Se si seleziona il disimpegno, il TNC disimpegna l'utensile nella
direzione programmata di 0,2 mm (valore fisso)
6
Successivamente il TNC porta l'utensile con la velocità di ritorno
alla DISTANZA DI SICUREZZA e da lì, se programmato, in rapido
FMAX alla 2ª DISTANZA DI SICUREZZA. Se Q214=0 il ritiro ha
luogo lungo la parete del foro
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
La macchina e il TNC devono essere predisposti dal
Costruttore.
Da osservare prima della programmazione
Programmare un'istruzione di posizionamento sul punto di
partenza (centro del foro) nel piano di lavoro con correzione
del raggio R0.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.
Alla fine del ciclo il TNC ripristina lo stato del refrigerante e
del mandrino, attivo prima della chiamata del ciclo.