Raggio r dell'utensile, Valori delta per lunghezze e raggi, Inserimento dei dati utensile nel programma – HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 126: 2 d a ti ut ensile
100
5 Programmazione: Utensili
5.2 D
a
ti ut
ensile
Raggio R dell'utensile
Il raggio R dell'utensile viene inserito direttamente.
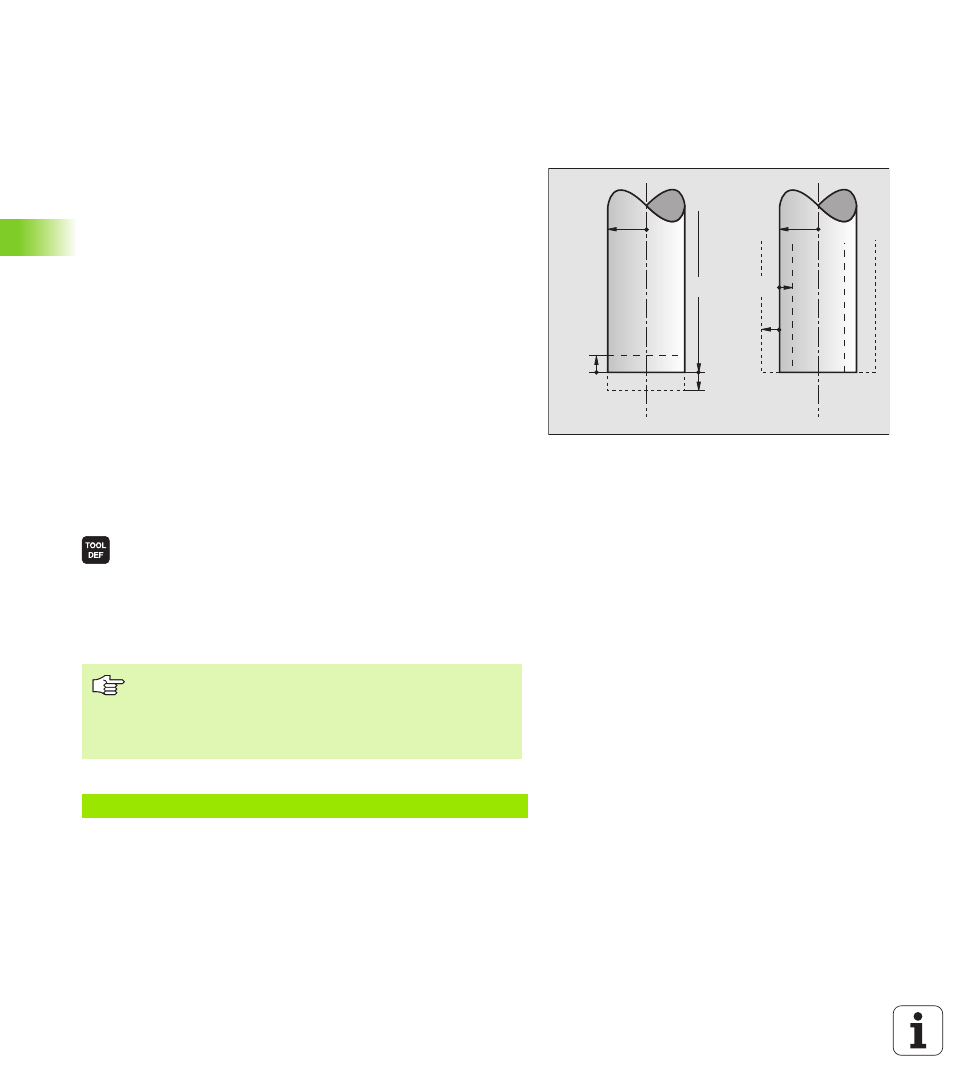
Valori delta per lunghezze e raggi
I valori delta indicano gli scostamenti in lunghezza e nel raggio di
utensili.
Un valore delta positivo significa una sovradimensione (DL, DR,
DR2>0). Nelle lavorazioni con una sovradimensione si deve indicare il
valore della stessa nella programmazione della chiamata utensile con
TOOL CALL.
Un valore delta negativo significa una sottodimensione (DL, DR,
DR2<0). La sottodimensione viene inserita nella Tabella utensili per
l'usura dell'utensile.
Per i valori delta vengono introdotti valori numerici. Nei blocchi TOOL
CALL i valori possono essere introdotti anche con un parametro Q.
Campo di immissione: il valore massimo dei valori delta è di
± 99,999 mm.
Inserimento dei dati utensile nel programma
Per ogni utensile il numero, la lunghezza e il raggio vengono definiti
una volta nel programma di lavorazione in un blocco TOOL DEF:
U
U
U
U
Selezionare la definizione utensile: premere il tasto TOOL DEF
U
U
U
U
Inserire il Numero utensile :: identificazione univoca di
un utensile mediante il numero utensile
U
U
U
U
Inserire la Lunghezza utensile :: valore di correzione
della lunghezza
U
U
U
U
Inserire il Raggio utensile :: valore di correzione del
raggio
Esempio
DR<0
DR>0
DL<0
R
DL>0
L
R
Il valore per la lunghezza può essere inserito durante il
dialogo direttamente nel relativo campo, azionando il tasto
“Conferma della posizione reale”. In questo contesto fare
attenzione che l'asse utensile sia evidenziato nella
visualizzazione di stato.
4 TOOL DEF 5 L+10 R+5