HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 116
90
4 Programmazione: Generalità, gestione file dati, aiuti di programmazione, Gestione pallet
4.13 F
unzionament
o con pallet in caso di la
v
o
ra
zione or
ientata all’ut
e
nsile
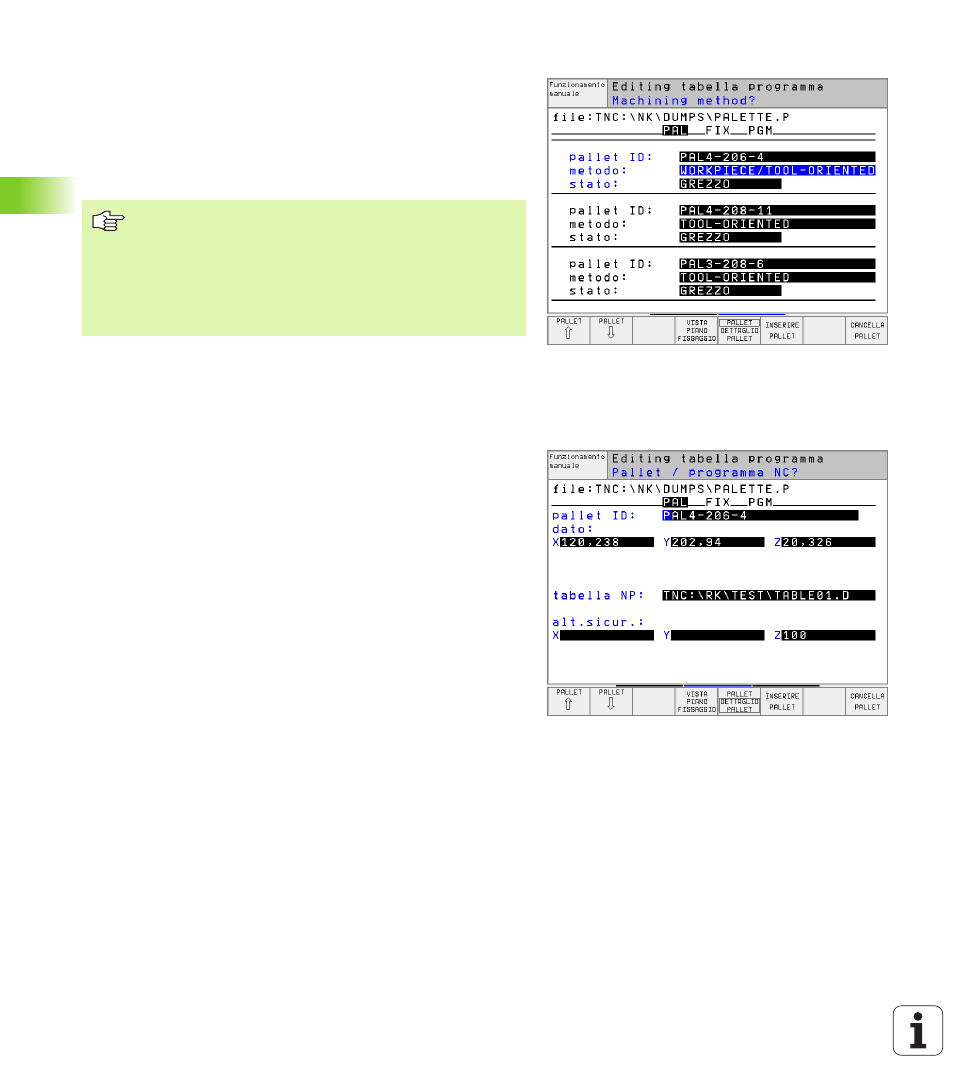
Impostazione del livello pallet
n
Id. pallet
: Viene visualizzato il nome del pallet
n
Metodo
: Si possono scegliere due modi di lavorazione: ORIENTATA
AL PEZZO oppure ORIENTATA ALL'UTENSILE. La scelta fatta viene
memorizzata nel livello pezzo corrispondente e sovrascrive eventuali
introduzioni precedenti. Nella visualizzazione a tabella il metodo di
lavorazione ORIENTATA AL PEZZO compare come WPO e
ORIENTATA ALL'UTENSILE come TO.
n
Stato
: Il softkey GREZZO definisce il pallet con le relative attrezzature
e pezzi come non ancora lavorato; nel campo di stato viene inserito
BLANK
. Utilizzare il softkey POSTO LIBERO, se si desidera che nel corso
della lavorazione il pallet venga saltato; nel campo di stato compare
EMPTY
Dettagli di programmazione del livello pallet
n
Id. pallet
: introdurre il nome del pallet
n
Origine
: introdurre l'origine per il pallet
n
Tabella orig.
: introdurre il nome ed il percorso della tabella origini
del pezzo. L'inserimento viene memorizzato anche nei livelli
attrezzatura e pezzo.
n
Alt. di sicurezza
: (opzionale): posizione di sicurezza per i singoli
assi relativa al pallet. Il posizionamento alle posizioni definite avviene
solamente se i valori corrispondenti sono stati letti nelle macro NC
e programmati di conseguenza.
L'introduzione TO-ORIENTED/WP-ORIENTED non può
avvenire mediante softkey. Essa compare unicamente se
nel livello pezzo o in quello attrezzatura sono stati
impostati per i pezzi metodi di lavorazione diversi.
Se il metodo di lavorazione viene impostato nel livello
attrezzatura, esso viene memorizzato anche nel livello
pezzo e sovrascrive eventuali introduzioni precedenti.