Foratura universale (ciclo 203) – HEIDENHAIN TNC 426 (280 476) Manuale d'uso
Pagina 245
HEIDENHAIN TNC 426, TNC 430
219
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
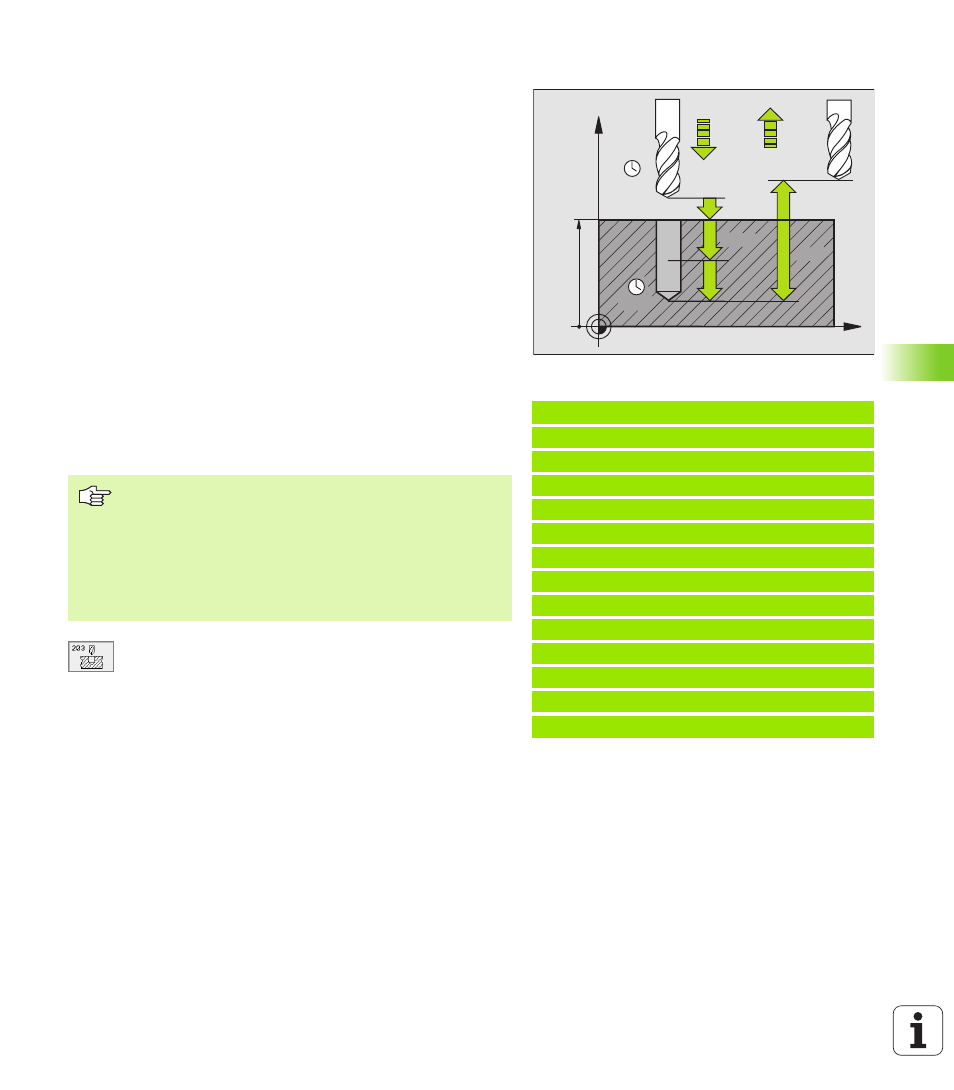
FORATURA UNIVERSALE (Ciclo 203)
1
Il TNC posiziona in rapido FMAX l'utensile nell'asse del mandrino
alla programmata DISTANZA DI SICUREZZA sopra la superficie del
pezzo
2
L'utensile penetra con l'avanzamento F programmato fino alla
prima PROFONDITA' DI ACCOSTAMENTO
3
Se si è programmata la rottura del truciolo, il TNC ritira l'utensile del
valore di inversione impostato. Lavorando senza rottura del
truciolo, il TNC ritira l’utensile con l'AVANZAMENTO INVERSIONE
alla DISTANZA DI SICUREZZA, dove sosta, se programmato,
riportandolo successivamente in rapido FMAX alla DISTANZA DI
SICUREZZA sulla prima PROFONDITA' DI ACCOSTAMENTO
4
Successivamente l'utensile penetra con l'AVANZAMENTO di
un'ulteriore PROFONDITA' DI ACCOSTAMENTO. La
PROFONDITA' DI ACCOSTAMENTO si riduce, se programmato,
ad ogni accostamento del VALORE DA TOGLIERE
5
Il TNC ripete queste operazioni (2-4) fino al raggiungimento della
PROFONDITA' DI FORATURA
6
Sul fondo del foro l'utensile sosta, se programmato, per eseguire
la spoglia e dopo il TEMPO DI SOSTA viene riportato con
l'INVERSIONE AVANZAMENTO alla DISTANZA DI SICUREZZA. Se
è stata programmata una 2ª DISTANZA DI SICUREZZA, il TNC
porta l'utensile con FMAX su quella distanza
U
U
U
U
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile e la superficie del pezzo
U
U
U
U
PROFONDITA'
Q201 (in valore incrementale): distanza
tra la superficie del pezzo e il fondo del foro (vertice
del cono di foratura)
U
U
U
U
AVANZAMENTO IN PROFONDITA'
Q206: velocità di
avanzamento dell'utensile durante la foratura in mm/
min
U
U
U
U
PROFONDITA' DI ACCOSTAMENTO
Q202 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile. La PROFONDITA' non deve essere un
multiplo della PROFONDITA' DI ACCOSTAMENTO. Il
TNC si porta in un unico passo fino alla PROFONDITA'
quando:
n
PROFONDITA' DI ACCOSTAMENTO e
PROFONDITA' sono uguali
n
la PROFONDITA' DI ACCOSTAMENTO è maggiore
della PROFONDITA'
Esempio: Blocchi NC
11 CYCL DEF 203 FORATURA UNIVERSALE
Q200=2 ;DISTANZA SICUREZZA-{}-
Q201=-20 ;PROFONDITA'
Q206=150 ;AVANZAMENTO PROF.
Q202=5 ;PROF. ACCOSTAMENTO
Q210=0 ;TEMPO ATTESA SOPRA
Q203=+20 ;COORD. SUPERFICIE
Q204=50 ;2° DIST. DI SICUREZZA
Q212=0.2 ;VALORE DA TOGLIERE
Q213=3 ;ROTTURE TRUCIOLO
Q205=3 ,PROF. MIN. ACCOSTAMENTO
Q211=0.25 ;TEMPO ATTESA SOTTO
Q208=500 ;INVERS. AVANZAMENTO
Q256=0.2 ;INV. CON ROTTURA TRUCIOLO
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Da osservare prima della programmazione
Programmare un'istruzione di posizionamento sul punto di
partenza (centro del foro) nel piano di lavoro con correzione
del raggio R0.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.