HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 86
74
3 Cicli di Tastatura per il controllo automatico dei pezzi
3
.3
M
isu
ra
zi
o
n
e
a
u
to
m
a
ti
ca
d
e
i p
e
zzi
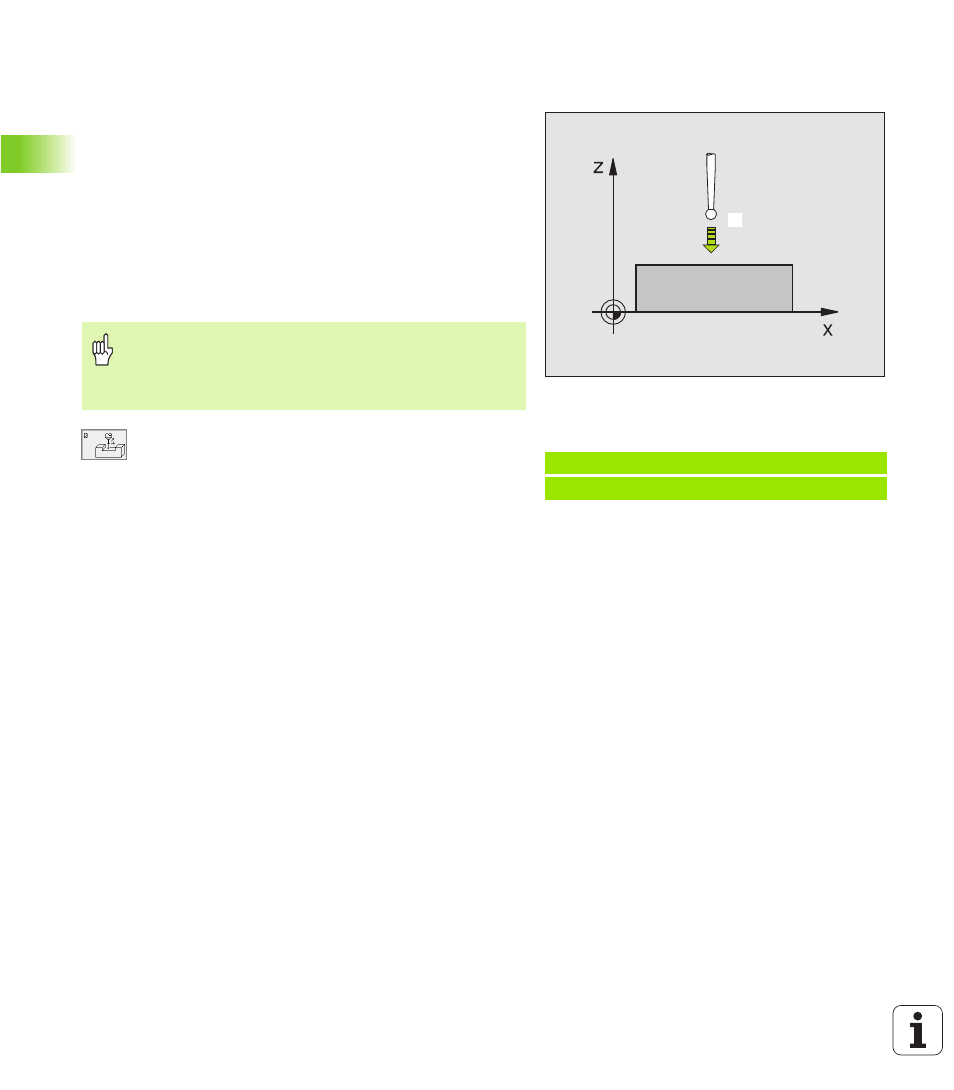
PIANO DI RIFERIMENTO (Ciclo di tastatura 0,
DIN/ISO G55)
1
Il tastatore si porta in rapido con movimento 3D (valore da MP6150
o MP6361) sulla posizione di prearresto
1
programmata nel ciclo
2
Successivamente il tastatore effettua la tastatura con
l'avanzamento di tastatura (MP6120 o MP6360). La direzione di
tastatura deve essere definita nel ciclo
3
Dopo che il TNC ha rilevato la posizione, il tastatore si riporta al
punto di partenza della tastatura e memorizza la coordinata
misurata in un parametro Q. Le coordinate della posizione del
tastatore al momento del segnale di contatto vengono inoltre
memorizzate nei parametri da Q115 a Q119. Per i valori in questi
parametri il TNC non tiene conto della lunghezza e del raggio del
tastatore
U
U
U
U
PARAMETRO PER RISULTATO
: inserire il numero del
parametro Q al quale viene assegnato il valore della
coordinata
U
U
U
U
ASSE/DIREZIONE DI TASTATURA
: inserire l'asse di
tastatura con il tasto di selezione assi o inserirlo
tramite la tastiera ASCII con il segno per la direzione
di tastatura. Confermare la selezione con il tasto ENT
U
U
U
U
Valore nominale di posizione
: inserire mediante i
tasti di selezione assi o tramite la tastiera ASCII tutte
le coordinate per il preposizionamento del tastatore
U
U
U
U
Conclusione dell'inserimento: premere il tasto ENT
1
Da osservare prima della programmazione
Nel preposizionamento del tastatore assicurarsi che non ci
sia pericolo di collisione nell'avvicinamento alla posizione
programmata.
Esempio: Blocchi NC
6 7 T CH PR O BE 0. 0 P I AN O D I R I F. Q5 X-
6 8 T CH PR O BE 0, 1 X + 5 Y +0 Z- 5