HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 58
46
3 Cicli di Tastatura per il controllo automatico dei pezzi
3.
2 I
m
p
o
s
taz
io
n
e
au
to
m
a
ti
c
a
d
e
ll
e
o
ri
g
in
i
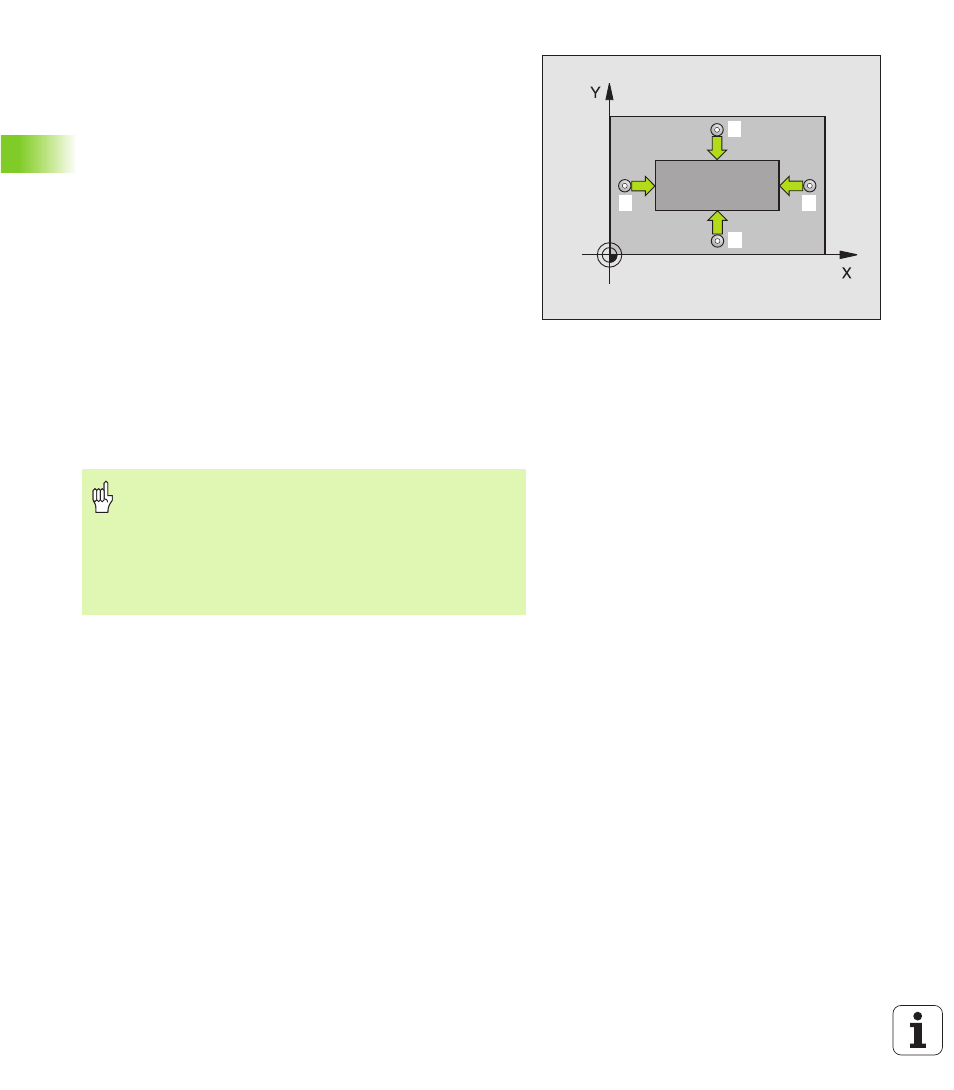
ORIGINE ESTERNA DI RETTANGOLO (Ciclo di
tastatura 411, DIN/ISO: G411)
Il ciclo di tastatura 411 rileva il centro di una isola rettangolare e
imposta questo centro quale origine. In alternativa il TNC può inserire
questo centro in una Tabella origini.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o da
MP6361) e con la logica di posizionamento (vedere "Esecuzione dei
Cicli di Tastatura", pag. 7) sul punto da tastare programmato
1
,
calcolando i punti da tastare dai dati definiti nel ciclo e dalla distanza
di sicurezza in MP6140
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (MP6120 o MP6360)
3
Quindi il tastatore si porta sul successivo punto da tastare
2
su una
traiettoria parassiale all'altezza di misura o su una traiettoria lineare
all'altezza di sicurezza ed esegue la seconda tastatura
4
Il TNC posiziona il tastatore sul punto da tastare
3
e quindi sul
punto da tastare
4
eseguendo rispettivamente la terza e la quarta
tastatura
5
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza ed
imposta l'origine nel centro dell'isola o inserisce le coordinate del
centro dell'isola nella Tabella origini attiva
Da osservare prima della programmazione
Per evitare collisioni tra il tastatore e il pezzo inserire per la
lunghezza del 1º e del 2º lato dell'isola un valore
approssimato per eccesso.
Prima della definizione del ciclo deve essere programmata
una chiamata utensile per la definizione dell'asse del
tastatore.
4
1
3
2