HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 113
HEIDENHAIN TNC 426, TNC 430
101
3
.3
M
isu
ra
zi
o
n
e
a
u
to
m
a
ti
ca
d
e
i p
e
zzi
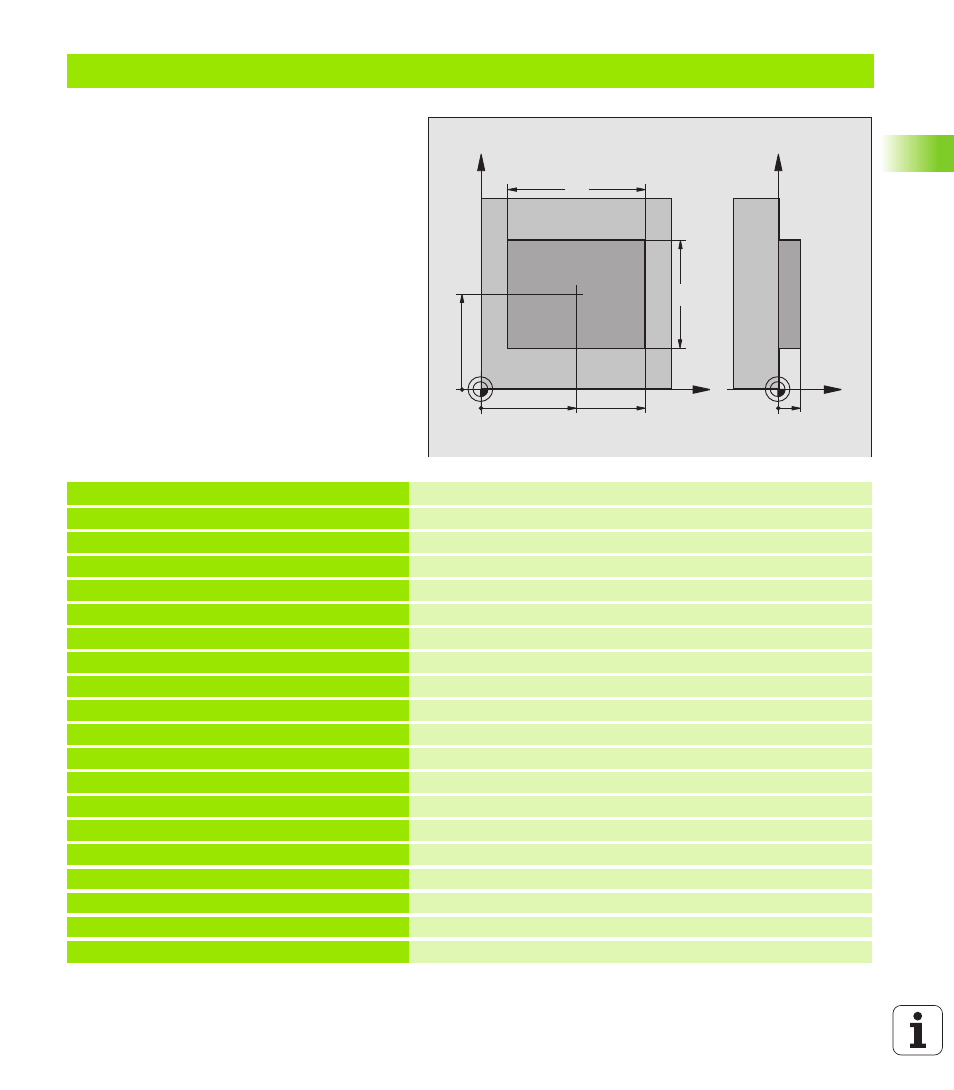
Esempio: Misurazione e finitura di isole rettangolari
Esecuzione del programma
- Sgrossatura di isole rettangolari con 0,5 di
sovrametallo
- Misurazione di isole rettangolari
- Finitura di isole rettangolari tenendo conto dei
valori misurati
0 BE G IN PG M B E AM S M M
1 TO O L C AL L 0 Z
Chiamata utensile per lavorazione preliminare
2 L Z +1 0 0 R 0 F M A X
Disimpegno utensile
3 FN 0: Q1 = + 81
Lunghezza tasca in X (quota di sgrossatura)
4 FN 0: Q2 = + 61
Lunghezza tasca in Y (quota di sgrossatura)
5 CA L L L BL 1
Chiamata di sottoprogramma di lavorazione
6 L Z +1 0 0 R 0 F M A X M 6
Disimpegno dell'utensile, cambio dell'utensile
7 TO O L C AL L 9 9 Z
Chiamata del tastatore
8 TC H P R OB E 4 2 4 M IS U RA RE T TA N G. ES T E RN O
Misurazione del rettangolo fresato
Q2 7 3= + 50 ; CE N TR O 1 º A S SE
Q 27 4 =+ 5 0 ; C EN T RO 2º AS S E
Q 28 2 =8 0 ; L UN G HE Z ZA 1º LA T O
Lunghezza nominale in X (quota definitiva)
Q 28 3 =6 0 ; L UN G HE Z ZA 2º LA T O
Lunghezza nominale in Y (quota definitiva)
Q2 6 1= - 5 ; AL T EZ Z A D I M IS U RA
Q3 2 0= 0 ; DI S TA N ZA SI C UR E ZZ A
Q 2 60 = +3 0 ;A L TE Z ZA DI SI C UR E ZZ A
Q3 0 1= 0 ; SP O ST . A L L' A LT . D I S I CU R EZ .
Q2 8 4= 0 ; LI M IT E M A X. LA T O P RI M .
Valore non necessario per il controllo della tolleranza
Q 28 5 =0 ; L IM I TE MI N . L AT O P R IM .
Q 28 6 =0 ; L IM I TE MA X L A TO SE C ON .
X
Y
50
50
80
Z
Y
10
60