HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 69
HEIDENHAIN TNC 426, TNC 430
57
3.
2 I
m
p
o
s
taz
io
n
e
au
to
m
a
ti
c
a
d
e
ll
e
o
ri
g
in
i
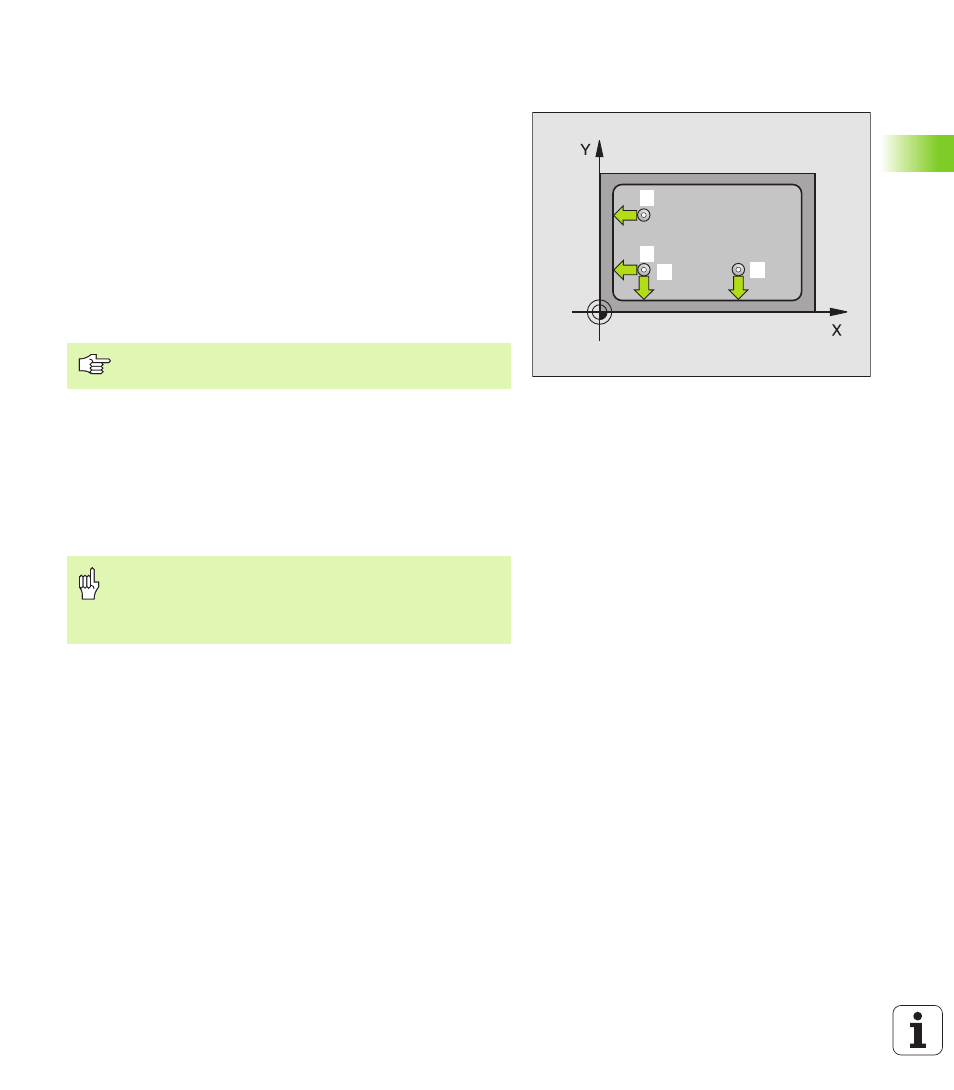
ORIGINE INTERNA SULLO SPIGOLO (Ciclo di
tastatura 415, DIN/ISO: G415)
Il Ciclo di tastatura 415 rileva il punto di intersezione di due rette e lo
imposta quale origine. In alternativa il TNC può inserire questo punto
di intersezione anche in una Tabella origini.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o da
MP6361) e con la logica di posizionamento (vedere "Esecuzione dei
Cicli di Tastatura", pag. 7) sul primo punto da tastare
1
(vedere
figura in alto a destra). Contemporaneamente il TNC sposta il
tastatore della distanza di sicurezza in senso opposto alla direzione
di spostamento definita
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (MP6120 o MP6360). La direzione di tastatura risulta dal
numero dello SPIGOLO
3
Quindi il tastatore si porta sul successivo punto da tastare
2
ed
esegue la seconda tastatura
4
Il TNC posiziona il tastatore sul punto
3
e quindi sul punto da
tastare
4
eseguendo rispettivamente la terza e la quarta tastatura
5
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza ed
imposta l'origine nel punto di intersezione delle rette misurate o
inserisce le coordinate del punto di intersezione nella Tabella origini
attiva
4
3
1
2
Il TNC misura la prima retta sempre in direzione dell'asse
secondario del piano di lavoro.
Da osservare prima della programmazione
Prima della definizione del ciclo deve essere programmata
una chiamata utensile per la definizione dell'asse del
tastatore.