HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 153
HEIDENHAIN TNC 426, TNC 430
141
5
.3
M
o
di
di
d
igi
ta
li
z
z
a
z
ione
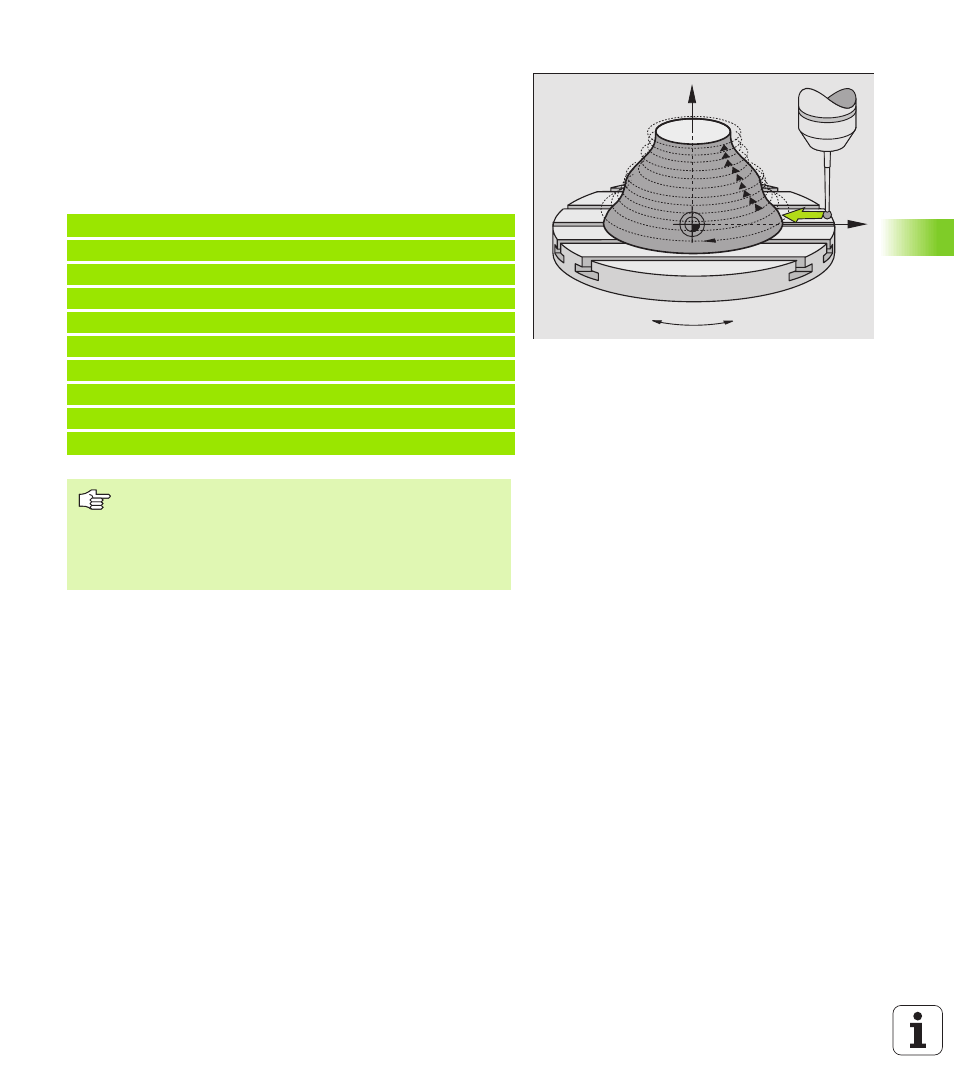
LINEE ISOMETRICHE con asse di rotazione
Nel ciclo occorre definire il punto di partenza in un asse lineare (p.es.
X) e in un asse di rotazione (p.es. C). Anche la sequenza d'entrata deve
essere definita in pari modo. Il tastatore si sposterà quindi p.es. nel
piano X/C. Vedere figura in basso a destra.
Questo metodo è adatto anche per le macchine che dispongono di soli
due assi lineari (p.es. Z/X) e di un asse di rotazione (p.es. C)
Esempio: Blocchi NC
X
Z
C
3 0 T C H P RO B E 5 .0 CA M PO
3 1 T C H P RO B E 5 .1 PG M D I GI T : D AT H
3 2 T C H P RO B E 5 .2 Z X -5 0 0 C +0 Z+ 0
3 3 T C H P RO B E 5 .3 X+ 5 0 C +3 6 0 Z +8 5
3 4 T C H P RO B E 5 .4 AL T EZ Z A: 10 0
. . .
6 0 T C H P RO B E 7 ,0 LI N EE IS O ME T RI C HE
6 1 T C H P RO B E 7 .1 TE M PO : 2 5 0 X +8 0 C + 0
6 2 T C H P RO B E 7 .2 SE Q . E NT R .X – /C +
6 3 T C H P RO B E 7 ,3 SO L L. : 0 , 3 D IS T .L : +0 , 5 D IS T .P . : 0 ,5
La direzione di rotazione dell'asse di rotazione definita
nella SEQUENZA D'ENTRATA vale per tutte le linee
isometriche (passate). Tramite la direzione di rotazione si
definisce contemporaneamente se la successiva fresatura
dovrà essere eseguita in modo concorde o in modo
discorde.