HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 75
HEIDENHAIN TNC 426, TNC 430
63
3.
2 I
m
p
o
s
taz
io
n
e
au
to
m
a
ti
c
a
d
e
ll
e
o
ri
g
in
i
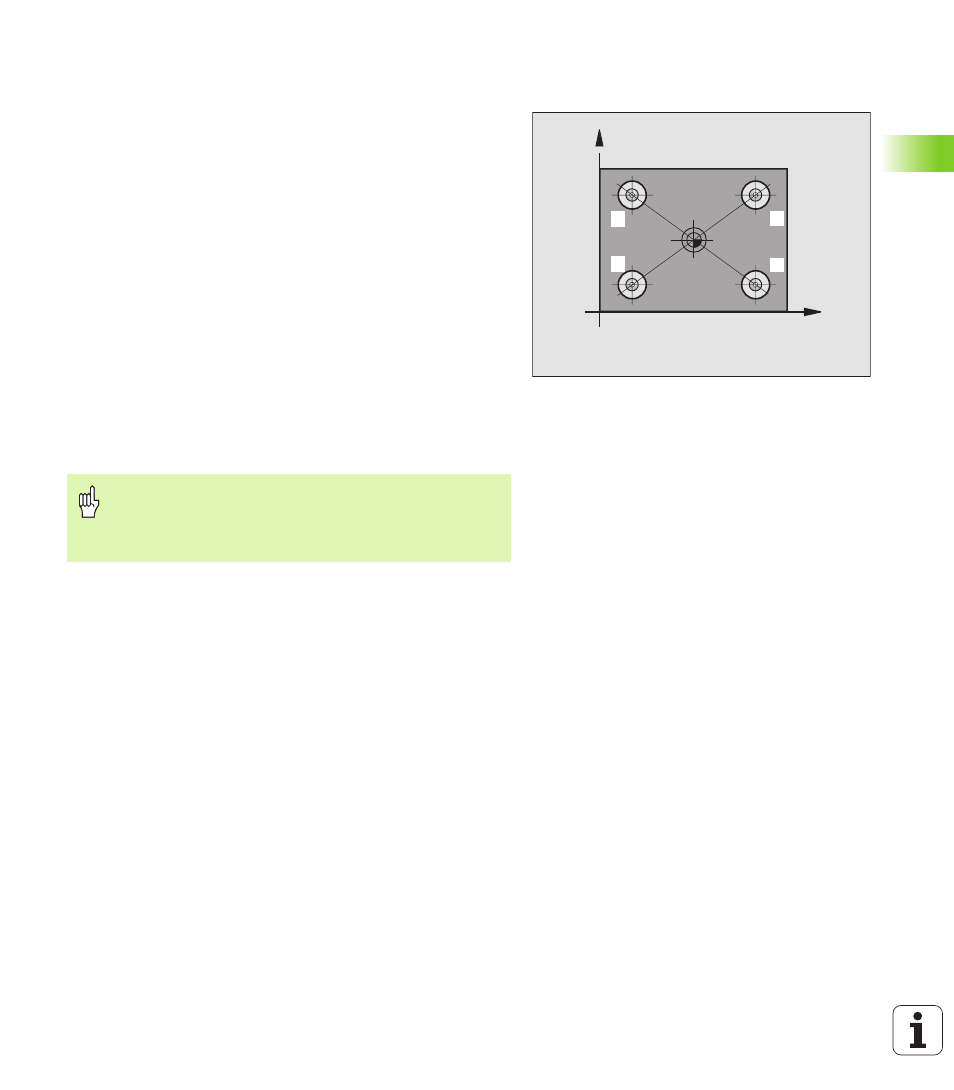
ORIGINE CENTRO SU 4 FORI (Ciclo di tastatura
418, DIN/ISO: G418)
Il Ciclo di tastatura 418 calcola il punto di intersezione delle diagonali
di collegamento di due centri di fori alla volta e imposta questo punto
di intersezione quale origine. In alternativa il TNC può inserire questo
punto di intersezione anche in una Tabella origini.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o da
MP6361) e con la logica di posizionamento (vedere "Esecuzione dei
Cicli di Tastatura", pag. 7) sul centro del primo foro
1
2
Successivamente il tastatore si porta all'altezza di misura
programmata e rileva mediante quattro tastature il centro del primo
foro
3
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona sul centro programmato del secondo foro
2
4
Successivamente il TNC porta il tastatore all'altezza di misura
programmata e rileva mediante quattro tastature il centro del
secondo foro
5
Il TNC ripete i passi 3 e 4 per i fori
3
e
4
6
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza ed
imposta l'origine nel punto di intersezione delle diagonali di
collegamento dei centri dei fori
1
/
3
e
2
/
4
o inserisce le coordinate
del punto di intersezione nella Tabella origini attiva
X
Y
4
3
2
1
Da osservare prima della programmazione
Prima della definizione del ciclo deve essere programmata
una chiamata utensile per la definizione dell'asse del
tastatore.