Risultati di misura in parametri q, Stato della misurazione, Controllo tolleranza – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manuale d'uso
Pagina 84
72
3 Cicli di Tastatura per il controllo automatico dei pezzi
3
.3
M
isu
ra
zi
o
n
e
a
u
to
m
a
ti
ca
d
e
i p
e
zzi
Risultati di misura in parametri Q
Il TNC memorizza i risultati di misura dei Cicli di tastatura nei parametri
Q globali da Q150 a Q160. Gli scostamenti dai relativi nominali sono
memorizzati nei parametri da Q161 a Q166. Tener conto della tabella
dei parametri per i singoli risultati riportata nella descrizione del relativo
ciclo.
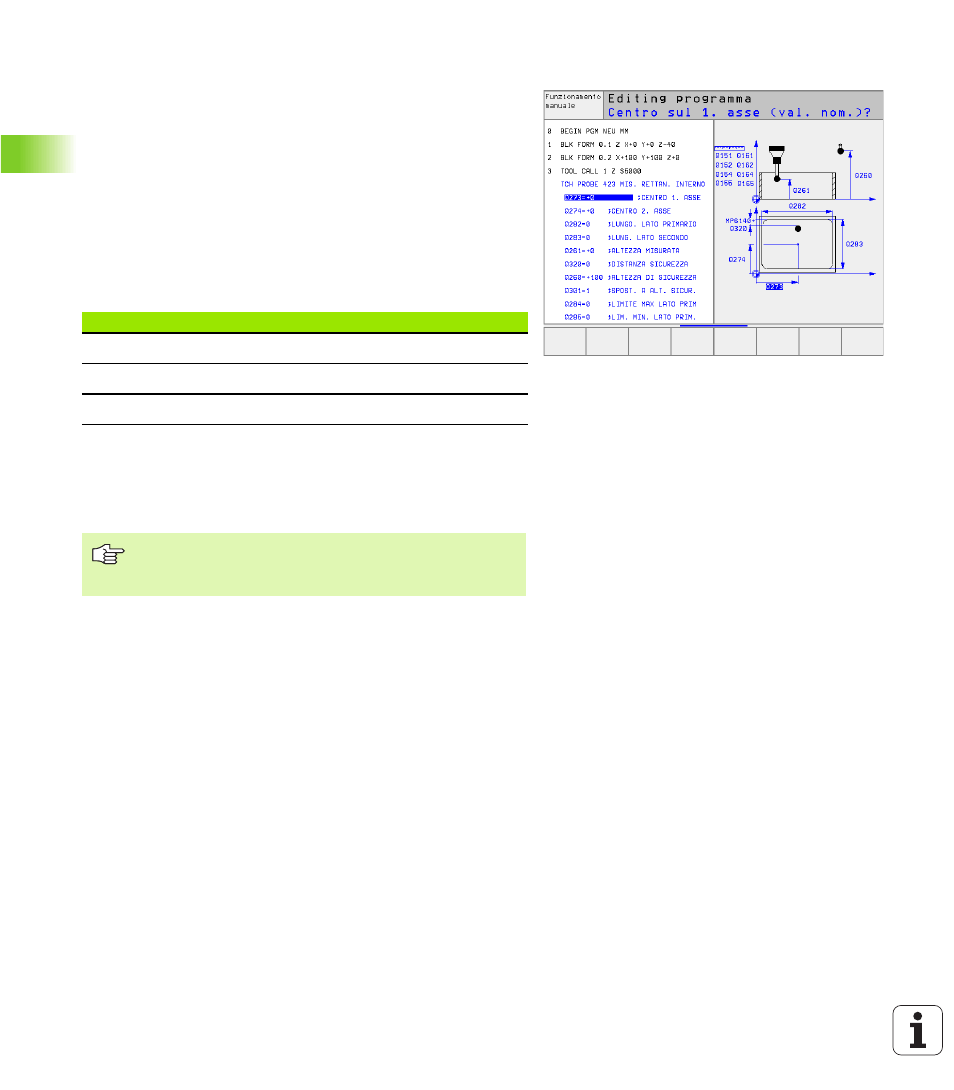
Il TNC visualizza alla definizione del ciclo, nell'immagine ausiliaria dello
stesso, anche i parametri per i risultati (vedere figura in alto a destra).
Stato della misurazione
In alcuni cicli si può interrogare lo stato della misurazione tramite i
parametri Q globali da Q180 a Q182:
Il TNC imposta il Merker di ripasso o di scarto non appena uno dei
valori misurati esce dalla tolleranza. Per verificare quale risultato di
misura è fuori tolleranza esaminare anche il protocollo di misura o
anche controllare i valori limite dei singoli risultati di misura (Q150 -
Q160).
Controllo tolleranza
Nella maggior parte dei cicli per il controllo dei pezzi si può richiedere
al TNC il controllo della tolleranza. A tale scopo si devono definire i
valori limite necessari al momento della definizione del ciclo. Non
volendo controllare la tolleranza impostare il relativo parametro
su 0 (= valore preimpostato)
Stato della misurazione
Valore par.
Valori di misura entro tolleranza
Q180 = 1
Ripasso necessario
Q181 = 1
Scarto
Q182 = 1
Il TNC imposta il marker di stato anche quando non
vengono definiti valori di tolleranza o quote massime/
minime.