1 inserimenti relativi all'utensile, 1 inserimenti relativi all’utensile, 1 inser imenti r elativi all’ut ensile – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 56
44
5 Programmazione: Utensili
5.1 Inserimenti relativi all’utensile
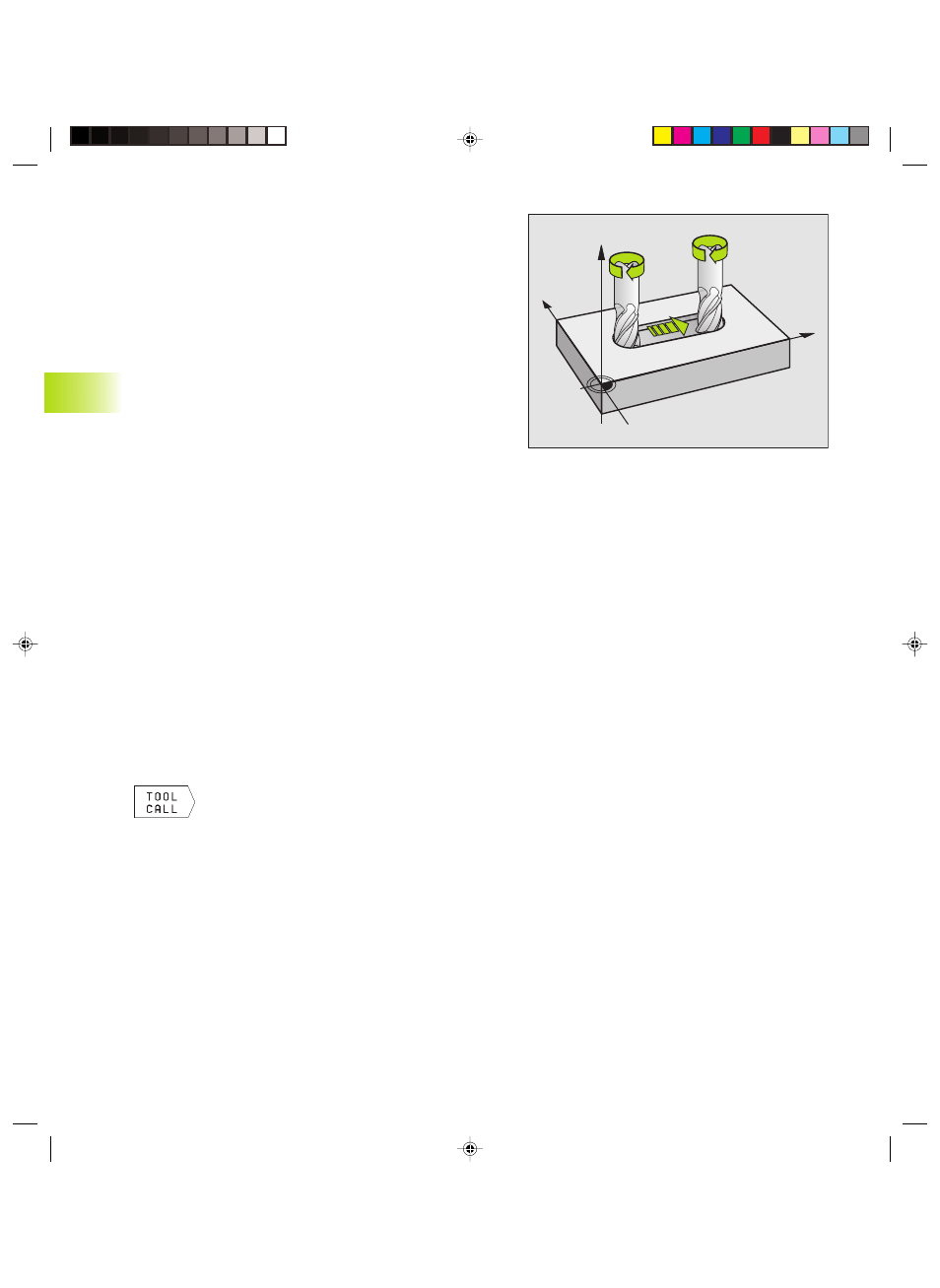
Avanzamento F
L’avanzamento F è la velocità in mm/min (pollici/min), con la quale il
centro dell’utensile si muove sulla propria traiettoria. L’avanzamento
massimo può essere differente per i singoli assi e viene
determinato mediante parametri macchina.
Inserimento
L‘avanzamento può essere inserito in tutti i blocchi di
posizionamento,
Vedere „6.2 Generalità relative alle funzioni di traiettoria“.
Rapido
Si inserisce F MAX. Per l’inserimento di F MAX rispondere alla
domanda di dialogo ”AVANZAMENTO F = ?” premendo il tasto ENT
o il softkey FMAX.
Durata dell’azione
L’avanzamento inserito con un valore numerico rimane attivo finché
l’esecuzione del programma arriva ad un blocco nel quale è
programmato un altro avanzamento. F MAX vale solo per il blocco
nel quale è stato programmato. Dopo il blocco con F MAX ridiventa
attivo l’ultimo avanzamento programmato con un valore numerico.
Modifica durante l’esecuzione del programma
Durante l’esecuzione del programma, si può modificare
l’avanzamento intervenendo sulla manopola del potenziometro di
regolazione F dell‘avanzamento stesso.
Numero di giri del mandrino S
(giri/min) in un blocco TOOL CALL (richiamo utensile).
Modifica programmata
Il numero di giri mandrino può essere modificato nel programma di
lavorazione con un blocco TOOL CALL, nel quale si deve inserire
soltanto il nuovo numero di giri:
ú
Programmazione chiamata utensile: preme
re il softkey TOOL CALL (3.livello softkey)
ú
Saltare la domanda di dialogo „NUMERO
UTENSILE?“ con il tasto „FRECCIA A DESTRA“
ú
Saltare la domanda di dialogo „ASSE DI LAVORO
MANDRINO X/Y/Z?“ con il tasto „FRECCIA A
DESTRA“
ú
Inserire alla domanda di dialogo ”NUMERO GIRI
MANDRINO S=?” il nuovo numero di giri del
mandrino
Modifica durante l’esecuzione del programma
Durante l’esecuzione del programma si può modificare il numero di
giri del mandrino intervenendo sulla manopola del potenziometro di
regolazione S per il numero giri mandrino.
5.1 Inser
imenti r
elativi all’ut
ensile
X
Y
Z
S
S
F
Fkap5.pm6
13.12.2004, 10:37
44