5 esempi di programmazione – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 166
9 Programmazione: Sottoprogrammi e ripetizione di blocchi di programma
154
9.5 Esempi di programmazione
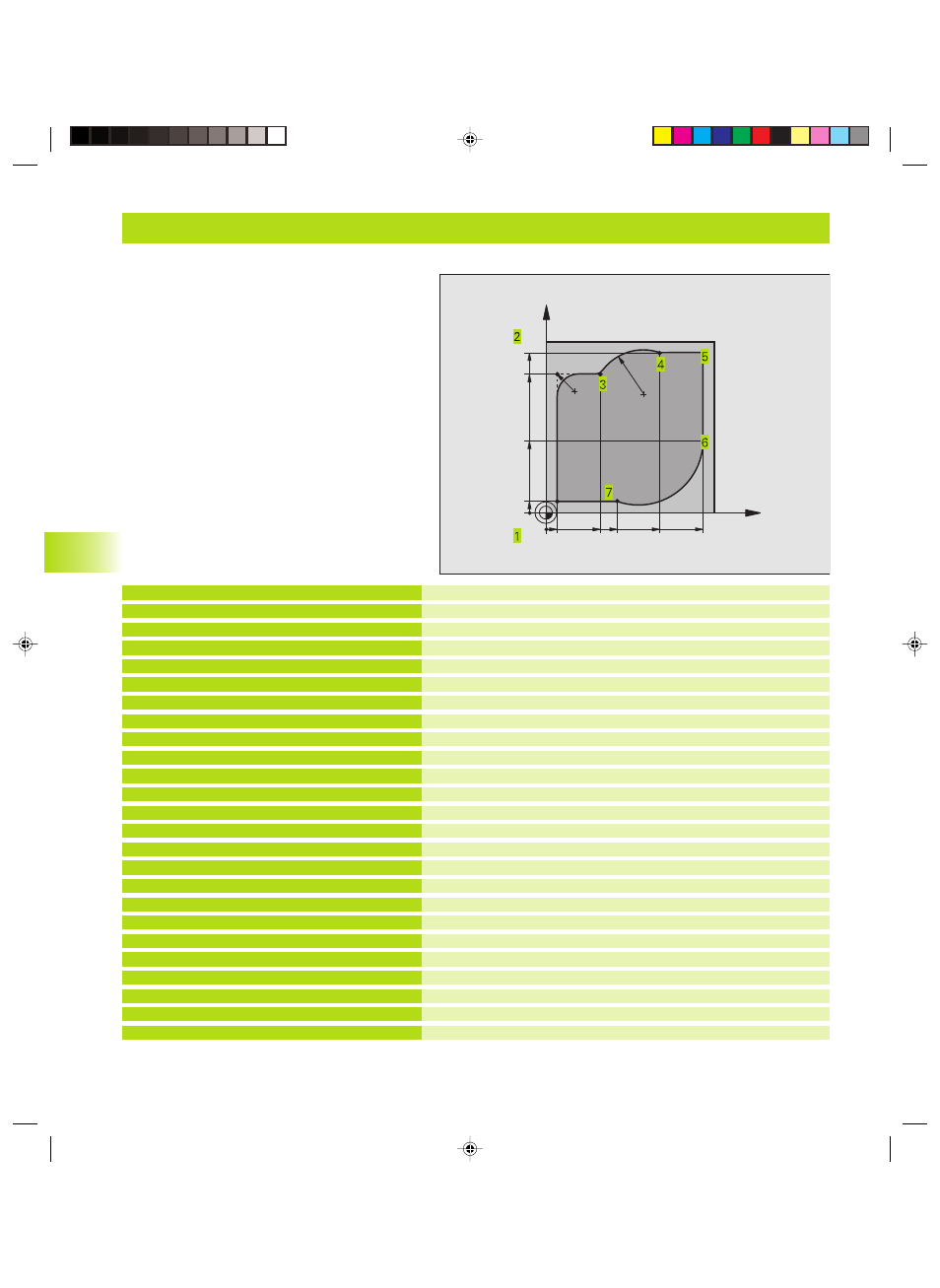
Esempio: Fresatura di un profilo in più accostamenti
Esecuzione del programma
■
Preposizionamento dell’utensile sul bordo
superiore del pezzo
■
Inserimento incrementale dell‘accostamento
■
Fresatura del profilo
■
Ripetizione dell’accostamento e della fresatura
del profilo
0 BEGIN PGM 95 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X-20 Y-20 R0 F MAX
7 L Z0 R0 F2000 M3
8 LBL 1
9 L IZ-4 r0 F2000
10 L X+5 Y+5 RL F300
11 RND R2
12 L Y+85
13 RND R10 F150
14 L X+30
15 CR X+70 Y+95 R+30 DR-
16 L X+95
17 L Y+40
18 CT X+40 Y+5
19 L X+5
20 RND R2
21 L X-20 Y-20 R0 F1000
22 CALL LBL 1 REP 4/4
23 L Z+250 R0 F MAX M2
24 END PGM 95 MM
Definizione utensile
Chiamata utensile
Disimpegno utensile
Preposizionamento nel piano di lavoro
Preposizionamento asse mandrino
LABEL per la ripetizione di blocchi di programma
Accostamento in profondità incrementale (nel vuoto)
Posizionamento sul profilo
Punto 2: prima retta per lo spigolo 2
Inserimento raggio con R = 10 mm, avanzamento: 150 mm/min
Posizionamento sul punto 3
Posizionamento sul punto 4
Posizionamento sul punto 5
Posizionamento sul punto 6
Posizionamento sul punto 7
Posizionamento sull’ultimo punto 1 del profilo
Distacco dal profilo
Salto di ritorno all’LBL 1; in tutto quattro volte
Disimpegno dell’utensile, fine del programma
X
Y
95
5
95
5
85
40
40
30
70
R10
R30
Lkap9.pm6
13.12.2004, 10:37
154