3 apertura e inserimento programmi, 3 aper tu ra e inser iment o pr ogr ammi – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 46
34
4 Programmazione: Generalità, gestione file dati, aiuti di programmazione
4.3 Apertura e inserimento programmi
Configurazione di un programma NC nel formato in
chiaro HEIDENHAIN
Un programma di lavorazione consiste in una serie di blocchi di
programma. La figura a destra illustra i singoli elementi di un
blocco.
Il TNC numera i blocchi dei programmi di lavorazione in ordine
crescente.
Il primo blocco di un programma è identificato dall‘istruzione
”BEGIN PGM”, dal nome del programma e dall’unità di misura
utilizzata.
I blocchi successivi contengono i dati relativi a:
■
il pezzo grezzo
■
le definizioni e le chiamate utensili,
■
avanzamenti e numeri di giri, nonché
■
le traiettorie, i cicli e altre funzioni.
L’ultimo blocco di un programma è identificato dall‘istruzione ”END
PGM”, il nome del programma e l’unità di misura utilizzata.
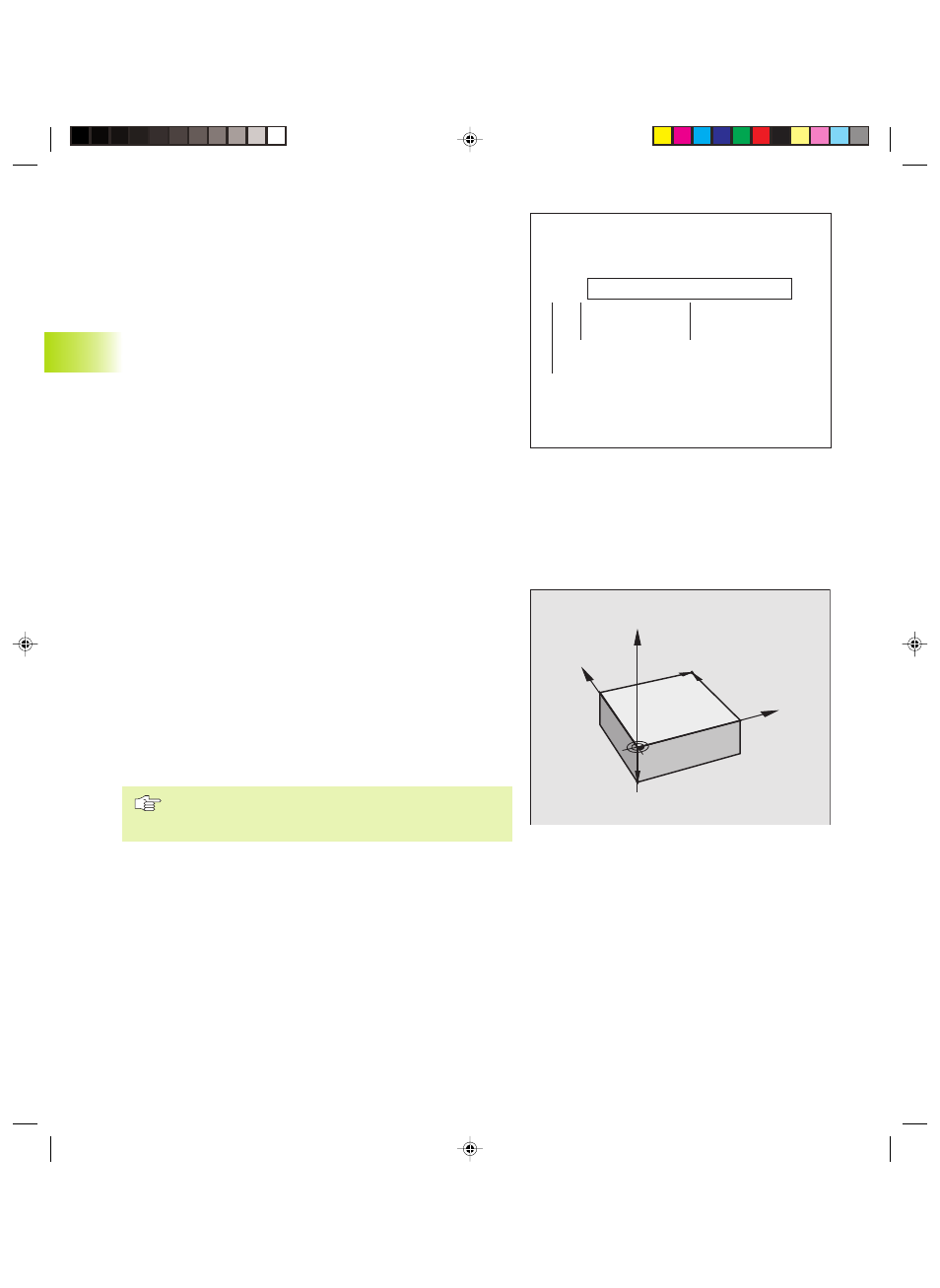
Definizione del pezzo grezzo: BLK FORM
Direttamente dopo l’apertura di un nuovo programma si deve
definire un pezzo parallelepipedo, non lavorato. Questa definizione
occorre al TNC per le simulazioni grafiche. I lati del parallelepipedo
possono avere una lunghezza massima di 30 000 mm e devono
essere paralleli agli assi X,Y e Z. Questo pezzo grezzo viene definito
tramite due dei suoi spigoli:
■
Punto MIN, corrispondente alle coordinate X,Y e Z più piccole del
parallelepipedo, da inserire quali valori assoluti
■
Punto MAX, corrispondente alle coordinate massime X,Y e Z del
parallelepipedo, da inserire quali valori assoluti o incrementali
Perché il TNC possa visualizzare la grafica occorre che il
rapporto tra il lato lungo e il lato corto del BLK FORM sia
inferiore a 1:64.
4.3
Aper
tu
ra
e inser
iment
o pr
ogr
ammi
Y
X
Z
MAX
MIN
Blocco:
10 L X+10 Y+5 R0 F100 M3
Funzione di
Istruzioni
traiettoria
Numero blocco
Ekap4.pm6
13.12.2004, 10:36
34