Sagoma di punti su cerchi (ciclo 220), 4 cicli per la definizione di sagome di punti – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 139
127
HEIDENHAIN TNC 310
SAGOMA DI PUNTI SU CERCHI (Ciclo 220)
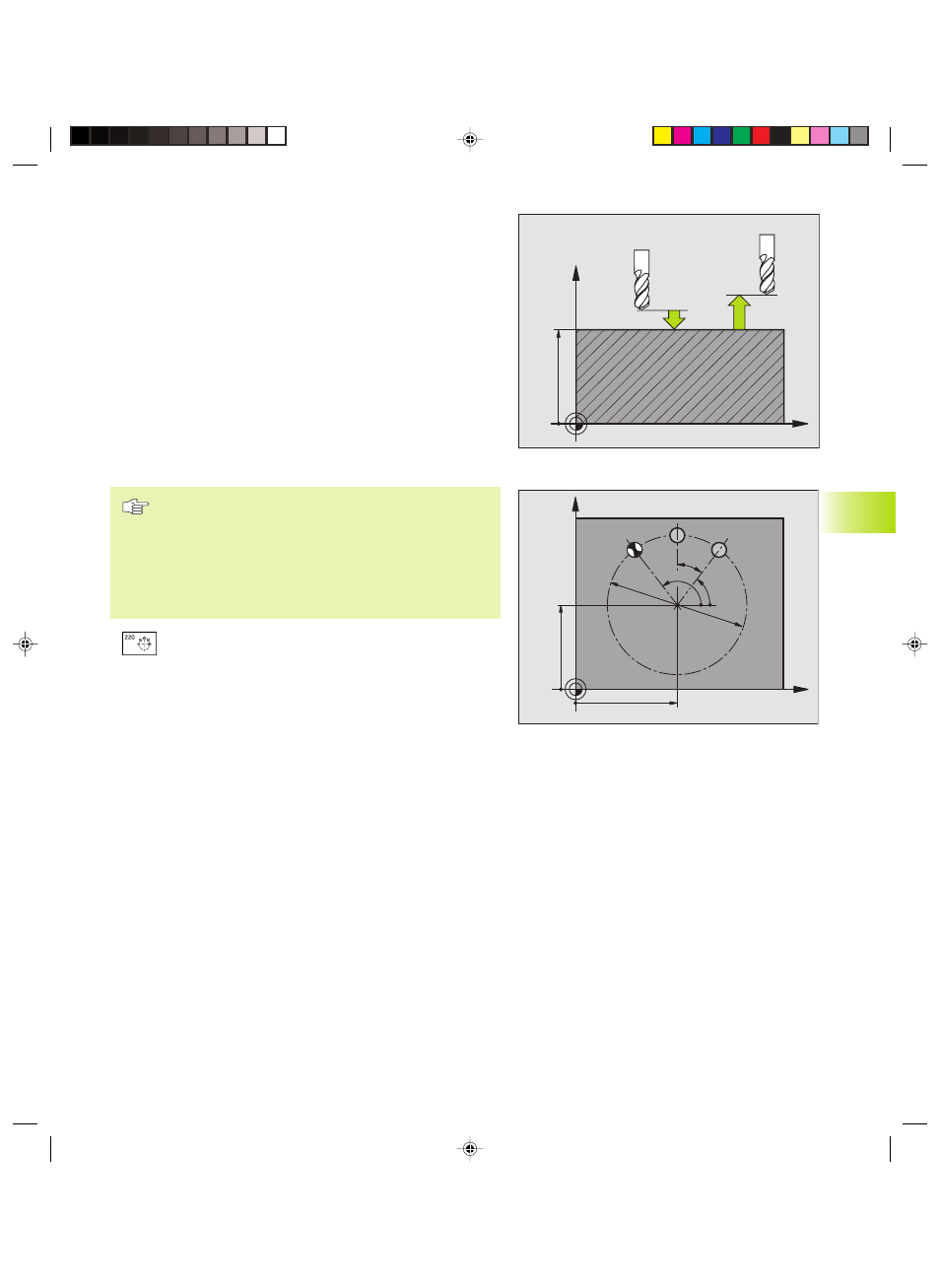
1 Il TNC porta in rapido l’utensile dalla posizione attuale sul punto di
partenza della prima lavorazione.
Sequenza:
■
posizionamento sulla 2° distanza di sicurezza (asse mandrino)
■
posizionamento sul punto di partenza del piano di lavoro
■
posizionamento alla distanza di sicurezza sopra la superficie
del pezzo (asse del mandrino)
2 Da questa posizione il TNC esegue il ciclo di lavorazione definito
per ultimo
3 Successivamente il TNC posiziona l+utensile con un movimento
lineare sul punto di partenza della lavorazione successiva;
l’utensile si trova alla DISTANZA DI SICUREZZA (oppure
alla 2ª DISTANZA DI SICUREZZA)
4 Questa procedura (da 1 a 3) si ripete fino alla conclusione di tutte
le lavorazioni
Da osservare:
Il ciclo 220 è DEF attivo, quindi chiama automaticamente
l‘ultimo ciclo di lavorazione definito
Se uno dei cicli di lavorazione da 200 a 204 e da 212 a
215 viene combinato con il ciclo 220, sono valide la
DISTANZA DI SICUREZZA, la SUPERFICIE DEL PEZZO e
la 2ª DISTANZA DI SICUREZZA del ciclo 220.
ú
CENTRO 1º ASSE Q216 (assoluto): centro del cerchio
primitivo nell’asse principale del piano di lavoro
ú
CENTRO 2º ASSE Q217 (assoluto): centro del cerchio
primitivo nell’asse secondario del piano di lavoro
ú
DIAMETRO RETICOLO Q244: diametro del cerchio
primitivo
ú
ANGOLO INIZIALE Q245 (assoluto): angolo tra l’asse
principale del piano di lavoro e il punto di partenza
della prima lavorazione sul cerchio primitivo
ú
ANGOLO FINALE Q247 (assoluto): angolo tra l'asse
principale del piano di lavoro e il iniziale dell'ultima
lavorazione sul cerchio primitivo; inserire l'angolo
finale diverso dall'angolo iniziale; se per l'angolo finale
viene inserito un valore maggiore di quello dell'angolo
iniziale, la lavorazione viene eseguita in senso
antiorario, altrimenti in senso orario
8.4 Cicli per la definizione di sagome di punti
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
Kkap8.pm6
13.12.2004, 10:37
127