Esempio: cicli di foratura, 2 cicli di foratura – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 120
8 Programmazione: Cicli
108
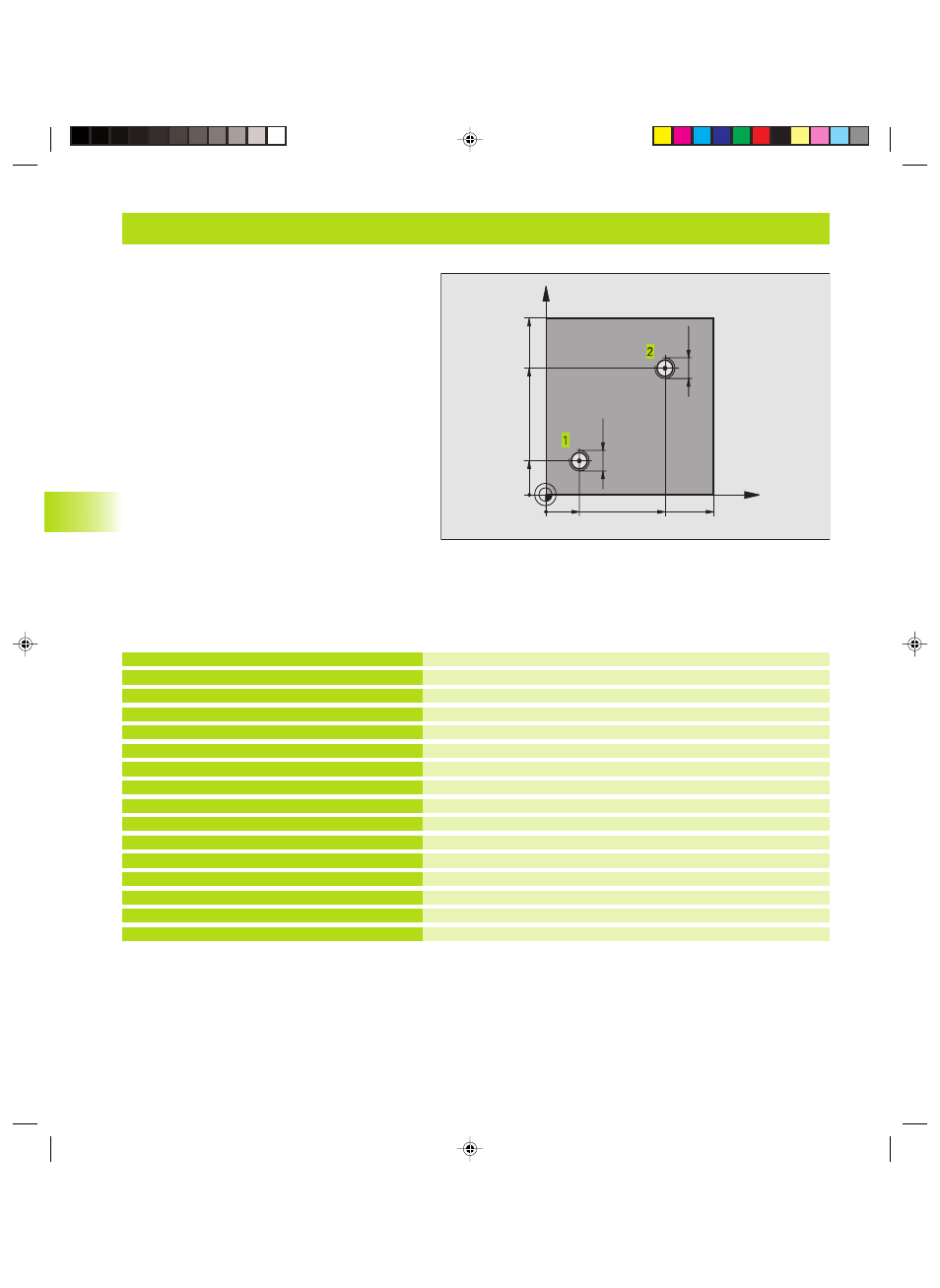
Esempio: Cicli di foratura
Esecuzione del programma
■
Piastra già preforata per M 12, profon
dità piastra: 20 mm
■
Programmazione ciclo ”Maschiatura”
■
Per ragioni di sicurezza effettuare prima un
preposizionamento nel piano e poi sull'asse del
mandrino
8.2 Cicli di foratura
X
Y
20
20
100
100
70
70
M12
M12
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione del ciclo ”Maschiatura”
Avvicinamento al foro 1 del piano di lavoro
Preposizionamento nell’asse del mandrino
Avvicinamento al foro 2 del piano di lavoro
Disimpegno dell’utensile, fine del programma
0 BEGIN PGM 2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4.5
4 TOOL CALL 1 Z S100
5 L Z+250 R0 FMAX
6 CYCL DEF 2 .0 MASCHIATURA
7 CYCL DEF 2 .1 DIST.2
8 CYCL DEF 2 .2 PROF.25
9 CYCL DEF 2 .3 TEMPO DI SOSTA 0
10 CYCL DEF 2 .4 F175
11 L X+20 Y+20 R0 FMAX M3
12 L Z+2 R0 FMAX M99
13 L X+70 Y+70 R0 FMAX M99
14 L Z+250 R0 FMAX M2
15 END PGM 2 MM
Kkap8.pm6
13.12.2004, 10:37
108