5 cicli di spianatura, Spianatura (ciclo 230) – HEIDENHAIN TNC 310 (286 140) Manuale d'uso
Pagina 144
8 Programmazione: Cicli
132
X
Y
Z
8.5 Cicli di spianatura
Il TNC mette a disposizione due cicli per la lavorazione delle
superfici. Le superfici possono essere:
■
rettangolari piane
■
piane con angoli obliqui
■
con qualsiasi inclinazione
■
con andamento irregolare
Ciclo
Softkey
230 SPIANATURA per superfici rettangolari piane
231 SUPERFICIE REGOLARE
per superfici con angoli obliqui, inclinate o
ad andamento irregolare
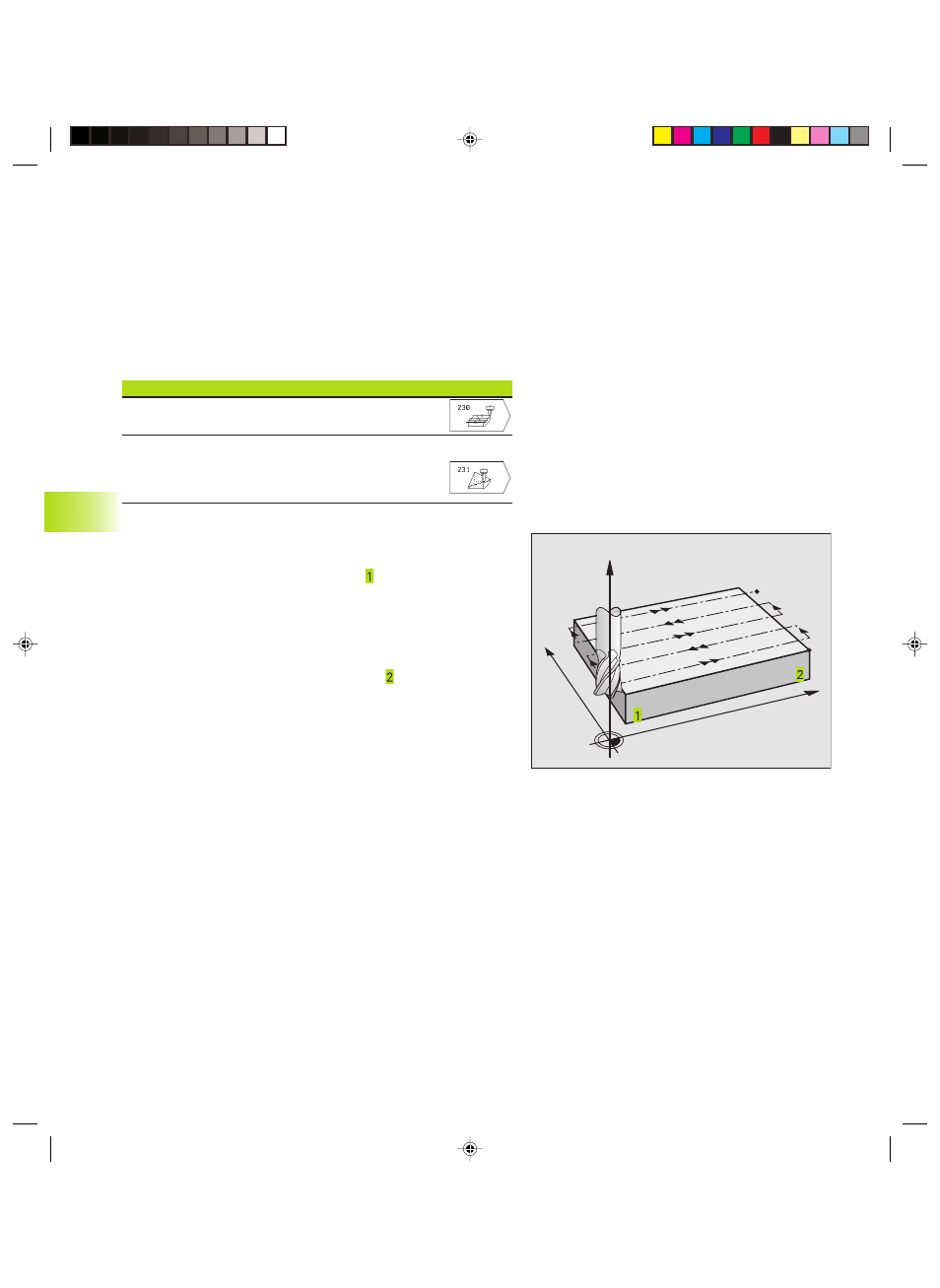
SPIANATURA (Ciclo 230)
1 Il TNC posiziona l'utensile in rapido FMAX dalla posizione attuale
nel piano di lavoro sul punto di partenza
2 Successivamente l’utensile si porta con FMAX nell’asse del
mandrino alla DISTANZA DI SICUREZZA e in seguito con
l’AVANZAMENTO IN PROFONDITA’ alla posizione di partenza
programmata nell’asse del mandrino
3 Successivamente l’utensile si porta con l‘AVANZAMENTO
FRESATURA programmato sul punto finale, ,che il TNC calcola
dal punto di partenza, dalla lunghezza e dal raggio dell’utensile
programmati
4 Il TNC sposta l'utensile con l'AVANZAMENTO FRESATURA
TRASVERSALE sul punto di partenza della linea successiva,
calcolando lo spostamento dalla larghezza e dal numero di tagli
programmati
5 Successivamente l’utensile ritorna in direzione X negativa
6 La spianatura viene ripetuta fino al completamento della
superficie programmata
7 Alla fine il TNC riporta l’utensile con FMAX alla DISTANZA DI
SICUREZZA
8.5 Cicli di spianatura
Kkap8.pm6
13.12.2004, 10:37
132