Piano di lavoro (ciclo 19, opzione software 1) – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Manuale d'uso
Pagina 94
94
Ci
cli pe
r l
a
con
versione
di
coordina
te
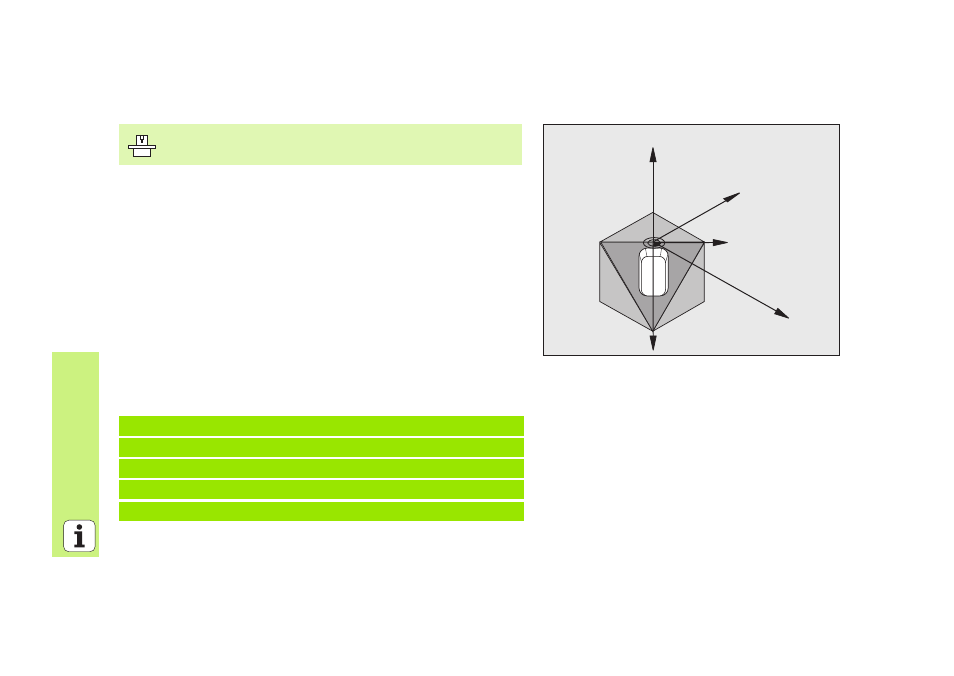
PIANO DI LAVORO (Ciclo 19, opzione software 1)
Il ciclo 19 PIANO DI LAVORO supporta il lavoro con teste o tavole orientabili.
Chiamare l'utensile
Disimpegnare l'utensile nell'asse utensile (evita una collisione)
Event. posizionare gli assi rotativi sull'angolo richiesto con un blocco L
CYCL DEF: selezionare il ciclo 19 PIANO DI LAVORO
Inserire l'angolo di rotazione del corrispondente asse oppure l'angolo
solido
Event. inserire l'avanzamento degli assi rotativi nel posizionamento
automatico
Event. inserire la distanza di sicurezza
Attivazione della correzione: spostare tutti gli assi
Programmare la lavorazione come se il piano non fosse ruotato
Reset del ciclo rotazione del PIANO DI LAVORO: nuova definizione del
ciclo con angolo di rotazione 0.
La macchina e il TNC devono essere predisposti per la
rotazione del PIANO DI LAVORO dal costruttore.
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 PIANO DI LAVORO
8 CYCL DEF 19.1 B+10 C+90 F1000 DIST 50
X
Z
Y
X'
Y'