HEIDENHAIN NC 124 Manuale d'uso
Pagina 85
7
Cicli di foratura, maschere di fori e cicli di fresatura nel programma
TNC 124
85
Maschere di fori nel programma
I dati delle maschere di fori
Cerchio forato
e
Serie di fori
(vedi capitolo 4) si possono immettere anche in un programma.
Esecuzione fori nella maschera
Il TNC esegue fori o maschiature nelle posizioni della maschera.
I dati per la foratura o la maschiatura, ad es. distanza di sicurezza
e profondità del foro, devono essere immessi in un ciclo del
programma.
Il TNC esegue i fori in base al ciclo selezionato, impostato nel
programma prima del ciclo della maschera di fori.
Grafica maschera di fori
Le maschere di fori possono essere rappresentate graficamente.
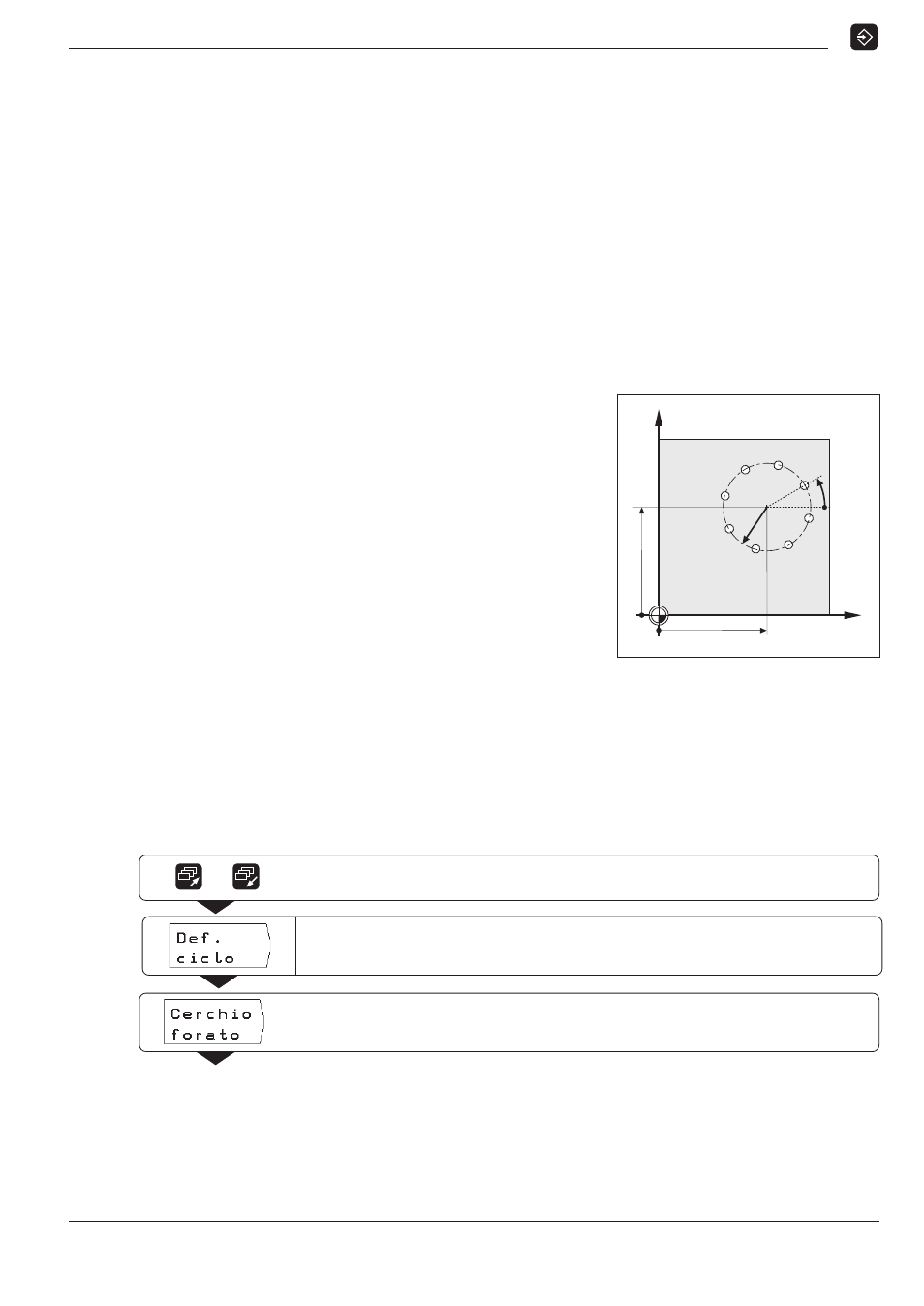
Esempio di programma: Ciclo 5.0 Cerchio forato (Circonferenza)
Numero di fori
NUM
:
8
Coordinate del centro:
CCX
= 50 mm
CCY
= 50 mm
Raggio del cerchio forato
RAG.
: 20 mm
Angolo di partenza tra l'asse X
e il primo foro
START
:
30°
Dati dei fori
Informazioni sul ciclo
1.0 Foratura profonda
sono riportate a pagina 77 e seguenti.
Altezza di sicurezza
ALTEZ.
:
+ 50 mm
Distanza di sicurezza
DIST.
:
2 mm
Coordinata della
superficie del pezzo
SUPERF
:
0 mm
Profondità del foro
PROF.
:
15 mm
Profondità di avanz.
AVANZ.
:
5 mm
Tempo di attesa
T.ATT.
:
0.5 s
Avanzamento
F
:
80 mm/min
Esempio
: Immissione dati cerchio forato in un programma
Modo operativo:
EDITING
Y
X
30°
R20
50
50
0
0
Selezionare la terza pagina softkey.
/
Selezionare
Def. ciclo
.
I dati del
Cerchio forato
devono essere immessi in un programma.
La pagina softkey si commuta.