Cicli di foratura nel programma, Immissione richiamo ciclo – HEIDENHAIN NC 124 Manuale d'uso
Pagina 78
7
Cicli di foratura, maschere di fori e cicli di fresatura nel programma
78
TNC 124
Cicli di foratura nel programma
Nel TNC 124 possono essere impostati i due seguenti cicli di
foratura:
Ciclo
CYCL 1.0 FORATURA PROFONDA
Ciclo
CYCL 2.0 MASCHIATURA
Ciclo
1.0 FORATURA PROFONDA
Se si desidera eseguire i fori con più avanzamenti, impostare nel
TNC 124 il ciclo
1.0 FORATURA PROFONDA
.
Durante la lavorazione il TNC esegue i fori in più avanzamenti e tra
uno e l'altro riporta sempre la punta alla distanza di sicurezza.
Ciclo
2.0 MASCHIATURA
Per il ciclo
MASCHIATURA
è necessario
un mandrino di compensazione.
Se si desidera eseguire una filettatura, impostare nel TNC 124 il
ciclo
2.0 MASCHIATURA
.
Durante la lavorazione il TNC esegue la maschiatura in un
avanzamento. Dopo un tempo di attesa alla fine della maschiatura
il TNC ritrae l'utensile ruotando il mandrino in senso opposto.
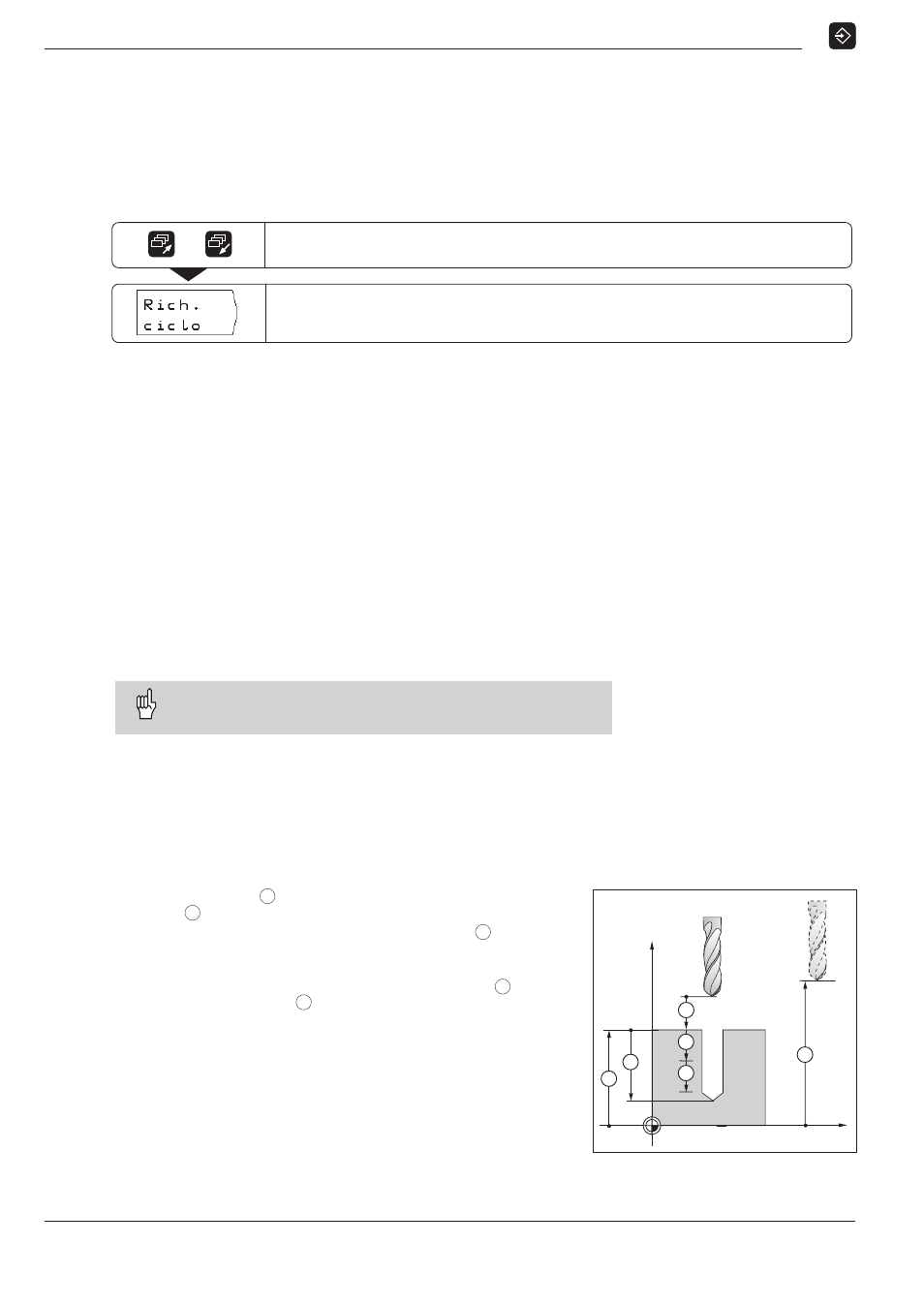
Segno delle immissioni nei cicli di foratura
L'altezza di sicurezza
H
e le coordinate della superficie
del pezzo
O
vengono indicate in quote assolute con segno.
Il segno della profondità foro (lunghezza filettatura)
B
definisce la
direzione di foratura. Se si esegue il foro in direzione negativa
dell'asse, impostare la profondità del foro con segno negativo.
Nella figura 7.1 è inoltre indicata la distanza di sicurezza
A
e la
profondità di avanzamento
C
.
Preposizionamento punta
Prima del ciclo preposizionare la punta: nell'asse utensile e nel pia-
no di lavoro. Le coordinate per il preposizionamento possono essere
immesse nel programma prima del ciclo.
B
C
H
O
A
C
Fig. 7.1:
Valori di immissione assoluti ed
incrementali per i cicli di foratura
Immissione richiamo ciclo
Il ciclo deve essere richiamato nel programma di lavorazione nel
punto in cui il TNC deve eseguire il ciclo di foratura.
Modo operativo:
EDITING
Selezionare la terza pagna softkey.
Immettere il richiamo ciclo (
CYCL CALL
).
/