Iii iv – HEIDENHAIN NC 124 Manuale d'uso
Pagina 82
7
Cicli di foratura, maschere di fori e cicli di fresatura nel programma
82
TNC 124
III
IV
A
A
I
B
II
B
A
MASCHIATURA
Con il ciclo
2.0 MASCHIATURA
è possibile eseguire sul pezzo
maschiature destrorse o sinistrorse.
Nessun effetto dell'override in maschiatura
Se si esegue il ciclo
2.0 MASCHIATURA
, la manopola di override
per velocità mandrino e di override per avanzamento è inattiva.
Mandrino di compensazione indispensabile
Per il ciclo
2.0 MASCHIATURA
, il TNC necessita di mandrino di
compensazione lineare. Durante la maschiatura questo mandrino
compensa eventuali scostamenti dall'avanzamento
F
programmato e dalla velocità mandrino
S
programmata.
Maschiature destrorse o sinistrorse
Maschiatura destrorsa:
mandrino ON con funzione ausil. M 3
Maschiatura sinistrorsa:
mandrino ON con funzione ausil. M 4
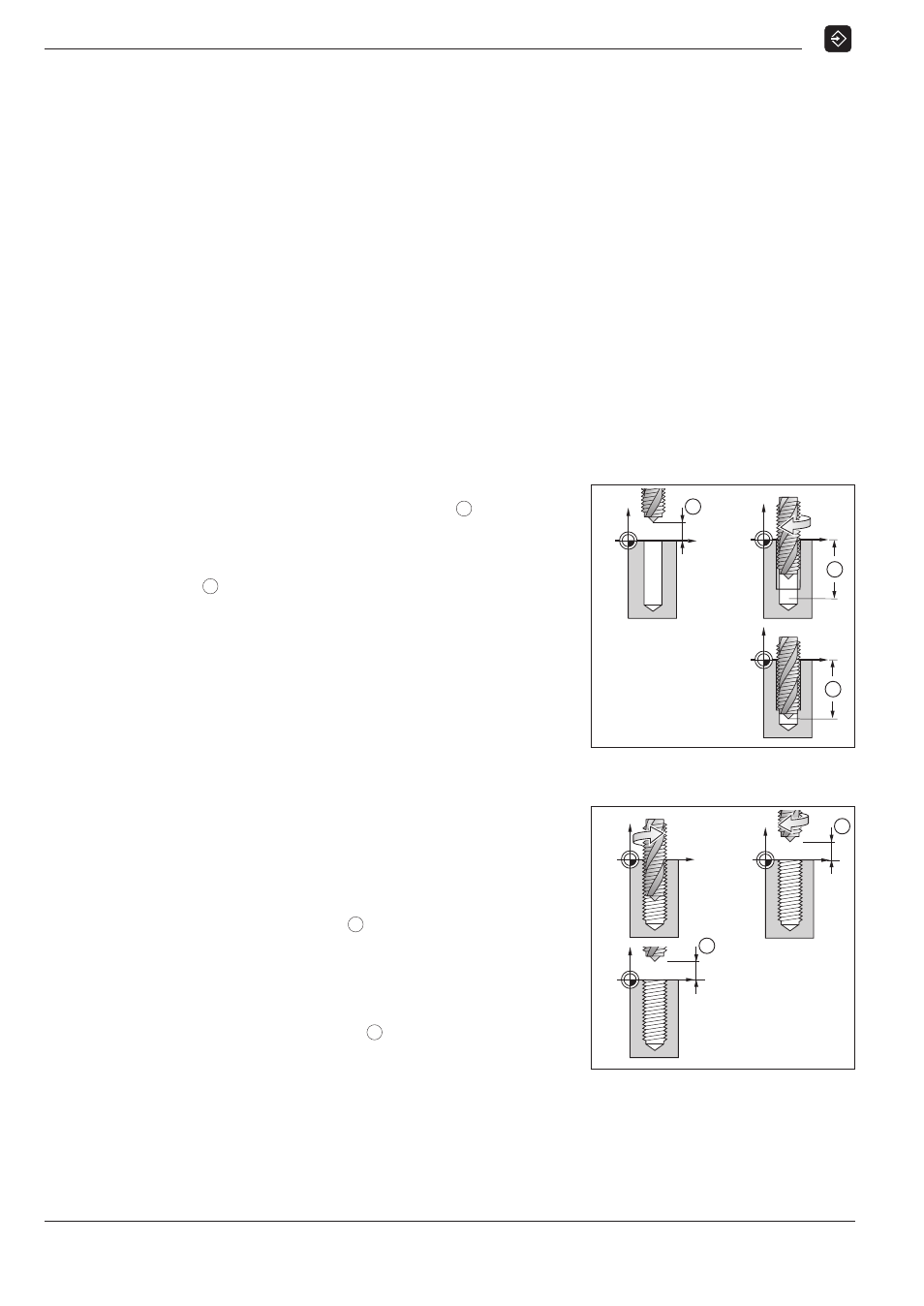
Esecuzione ciclo
L'esecuzione ciclo è rappresentata nelle figure 7.4 e 7.5.
I
:
Il TNC posiziona la punta alla distanza di sicurezza
A
sulla
superficie del pezzo.
II
:
Il TNC esegue il foro con avanzamento F fino a fine
maschiatura
B
.
III
:
Alla fine della maschiatura il TNC inverte il senso di rotazione del
mandrino e ritrae la punta all'altezza di sicurezza dopo il tempo di
attesa.
IV
:
In quella posizione il TNC inverte di nuovo il senso di rotazione del
mandrino.
Calcolo avanzamento F
Formula per calcolare l'avanzamento: F = S • p in [mm/min], dove
S
: velocità mandrino in [giri/min]
p
: passo del filetto in [mm]
Immissioni nel ciclo
2.0 MASCHIATURA
Altezza di sicurezza -
ALTEZ.
Altezza di sicurezza, alla quale il TNC può spostare la punta nel
piano di lavoro senza pericolo di collisione
Distanza di sicurezza -
DIST.
A
Dall'altezza di sicurezza alla distanza di sicurezza il TNC sposta
l'utensile in rapido
Valore indicativo:
DIST.
= 4 • passo filetto p
Superficie del pezzo -
SUPERF
Coordinata assoluta della superficie del pezzo
Lunghezza maschiatura -
PROF.
B
Distanza tra la superficie del pezzo e la fine della maschiatura
Tempo di attesa -
T.ATT.
in [s]
Il tempo di attesa impedisce che la punta interferisca con il
pezzo in fase di ritorno. Il costruttore della macchina fornirà
informazioni più dettagliate sul tempo di attesa.
Valore indicativo:
T.ATT.
= da 0 a 0,5 s
Avanzamento -
F
in [mm/min]
Velocità di traslazione della punta in modalità Maschiatura
Cicli di foratura nel programma
Fig. 7.4:
Le fasi
I
e
II
del ciclo
2.0 MASCHIATURA
Fig. 7.5:
Le fasi
III
e
IV
del ciclo
2.0 MASCHIATURA