HEIDENHAIN NC 124 Manuale d'uso
Pagina 80
7
Cicli di foratura, maschere di fori e cicli di fresatura nel programma
80
TNC 124
A
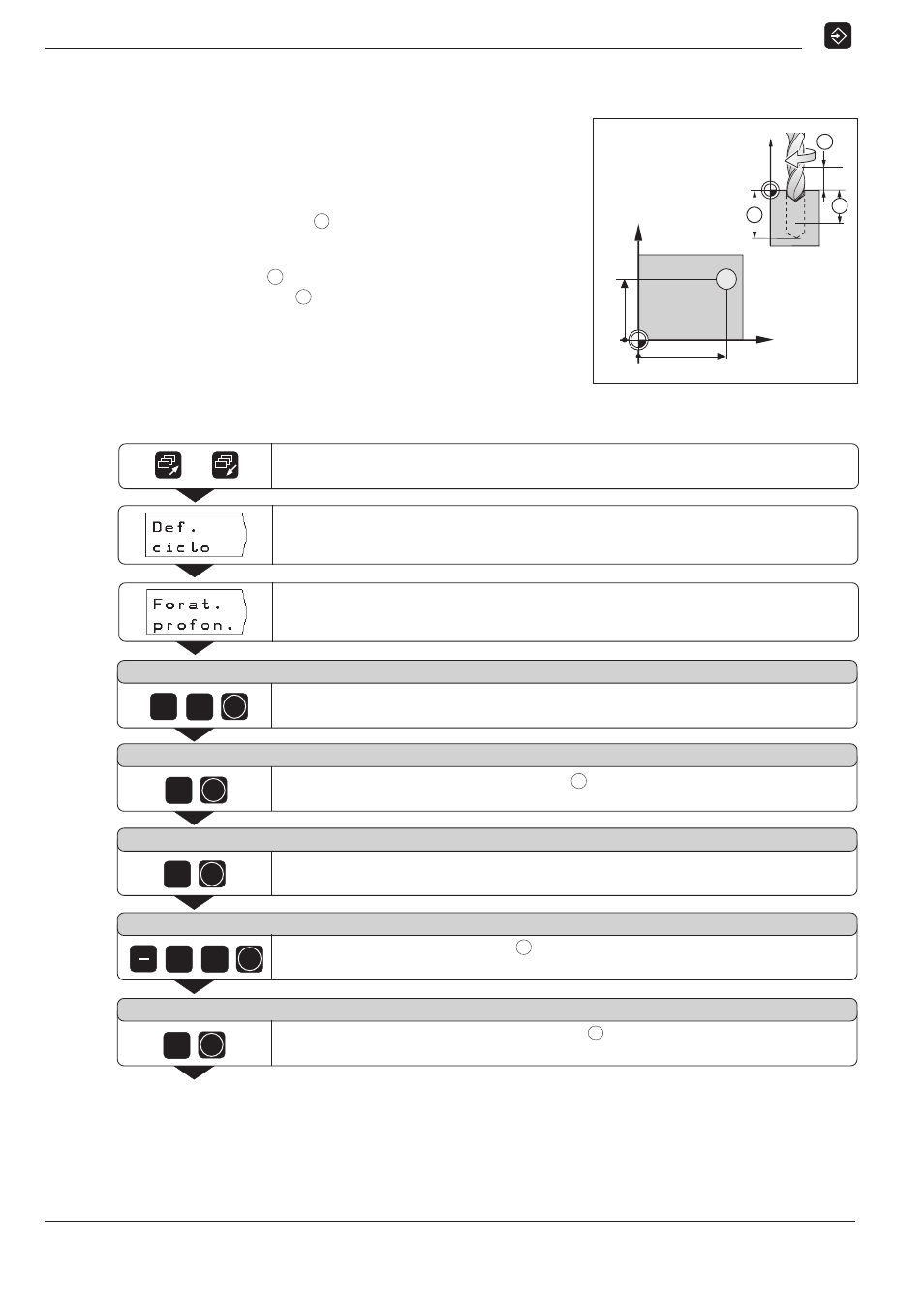
C
B
Y
X
30
20
0
0
Cicli di foratura nel programma
Esempio
: Immissione ciclo
1.0 FORATURA PROFONDA
in pgm
Modo operativo:
EDITING
Selezionare la terza pagina softkey.
/
Impostare il ciclo
1.0 FORATURA PROFONDA
in un programma.
D i s t a n z a d i s i c u r e z z a ?
Inserire
Distanza di sicurezza
A
(
DIST. = 2
mm),
e confermare con ENT.
A l t e z z a d i s i c u r e z z a ?
Inserire
Altezza di sicurezza
(
ALTEZ. = 50
mm),
e confermare con ENT.
5
ENT
0
P r o f o n d i t à f o r o ?
P r o f o n d it à a v a n z a m e n t o ?
Inserire
Profondità avanzamento
C
(
AVANZ. = 5
mm),
e confermare con ENT.
1
5
ENT
S u p e r f i c i e ?
Inserire la coordinata della
Superficie
(
SUPERF = 0
mm),
e confermare con ENT.
ENT
0
Selezionare
Def. ciclo
.
Esempio di programma: Ciclo
1.0 FORATURA PROFONDA
Coordinata X del foro:
30 mm
Coordinata Y del foro:
20 mm
Diametro del foro:
6 mm
Altezza di sicurezza
ALTEZ.
: + 50 mm
Distanza di sicurezza
DIST.
A
: 2 mm
Coordinata della
superficie del pezzo
SUPERF
:
0 mm
Profondità foro
PROF.
B
:
15 mm
Profondità avanz.
AVANZ.
C
:
5 mm
Tempo di attesa
T.ATT.
:
0.5 s
Avanzamento di lavoraz.
F
: 80 mm/min
ENT
2
5
ENT
Inserire
Profondità foro
B
(
PROF. = – 15
mm),
e confermare con ENT.