HEIDENHAIN iTNC 530 (340 49x-04) Manuale d'uso
Pagina 561
HEIDENHAIN iTNC 530
561
9.2 La funzione PLANE: Rotazione del pi
ano di la
v
o
ro
(opzione sof
tw
a
re
1)
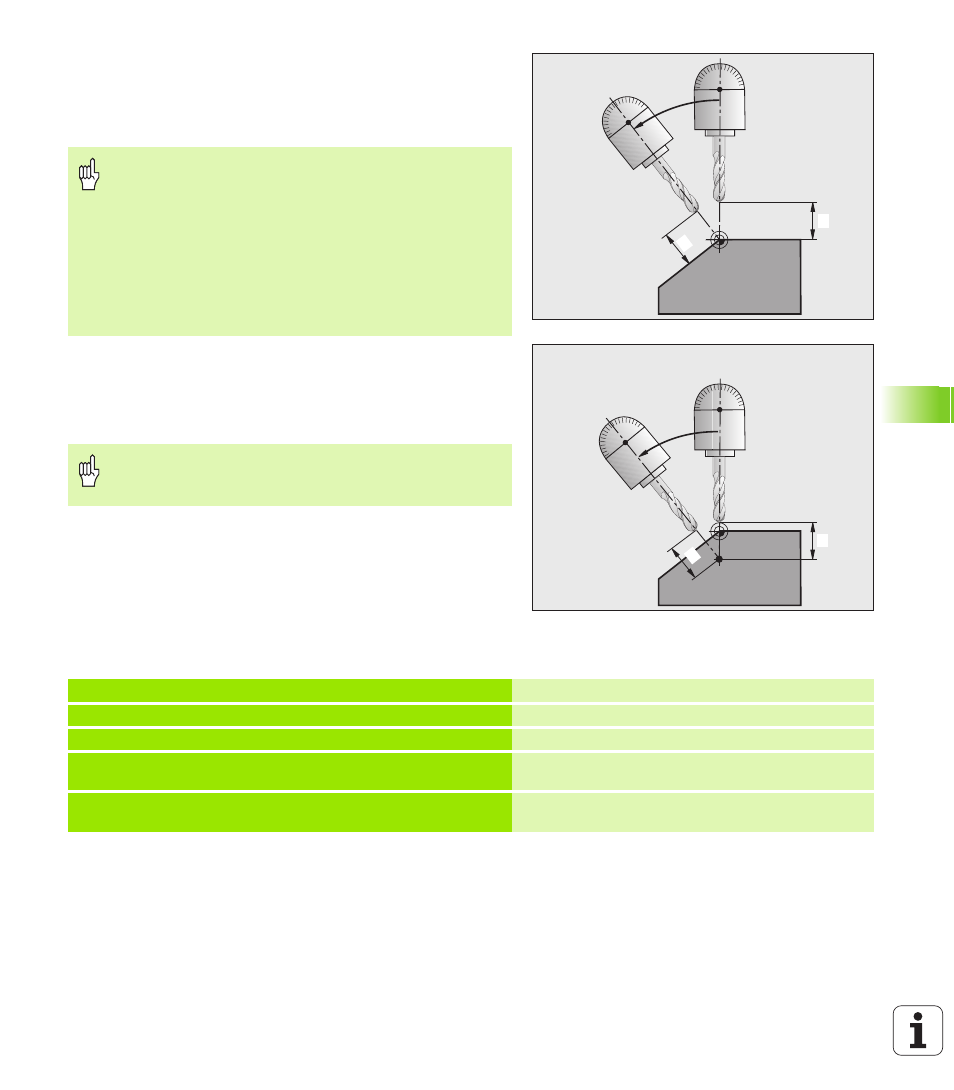
Distanza del centro di rotazione dalla punta utens.
(valore
incrementale): Il TNC orienta l’utensile (la tavola) intorno alla punta
dell'utensile. Con il parametro DIST si sposta il centro di rotazione del
movimento di orientamento rispetto alla posizione attuale della
punta dell'utensile.
Avanzamento? F=
: velocità con cui l’utensile deve orientarsi
Orientamento degli assi rotativi in un blocco separato
Se si vogliono orientare gli assi rotativi in un blocco di posizionamento
separato (selezionando l’opzione STAY), procedere nel modo seguente:
Selezionare una qualsiasi funzione PLANE, definire l’orientamento
automatico con STAY. Durante l’elaborazione il TNC calcola i valori di
posizione degli assi rotativi della macchina e li memorizza nei
parametri di sistema Q120 (asse A), Q121 (asse B) e Q122 (asse C)
Definire il blocco di posizionamento con i valori angolari calcolati dal
TNC
Esempi di blocchi NC: orientamento di una macchina con tavola
circolare C e tavola orientabile A su un angolo solido B+45°.
1
1
1
1
Da osservare!
Se prima dell’orientamento l’utensile si trova già alla
distanza indicata rispetto al pezzo, anche dopo
l’orientamento l’utensile rimane sulla stessa posizione in
modo relativo (vedere figura in centro a destra,
1
= DIST)
Se prima dell’orientamento l’utensile non si trova già alla
distanza indicata rispetto al pezzo, dopo l’orientamento
l’utensile viene spostato in modo relativo rispetto alla
posizione originale (vedere figura in basso a destra,
1
= DIST)
Preposizionare l’utensile in modo che durante
l’orientamento venga esclusa qualsiasi possibilità di
collisione tra utensile e pezzo.
...
12 L Z+250 R0 FMAX
Posizionamento ad altezza di sicurezza
13 PLANE SPATIAL SPA+0 SPB+45 SPC+0 STAY
Definizione e attivazione della funzione PLANE
14 L A+Q120 C+Q122 F2000
Posizionamento dell’asse rotativo con i valori
calcolati dal TNC
...
Definizione della lavorazione nel piano di lavoro
orientato