HEIDENHAIN iTNC 530 (340 49x-04) Manuale d'uso
Pagina 388
388
8 Programmazione: Cicli
8.5 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
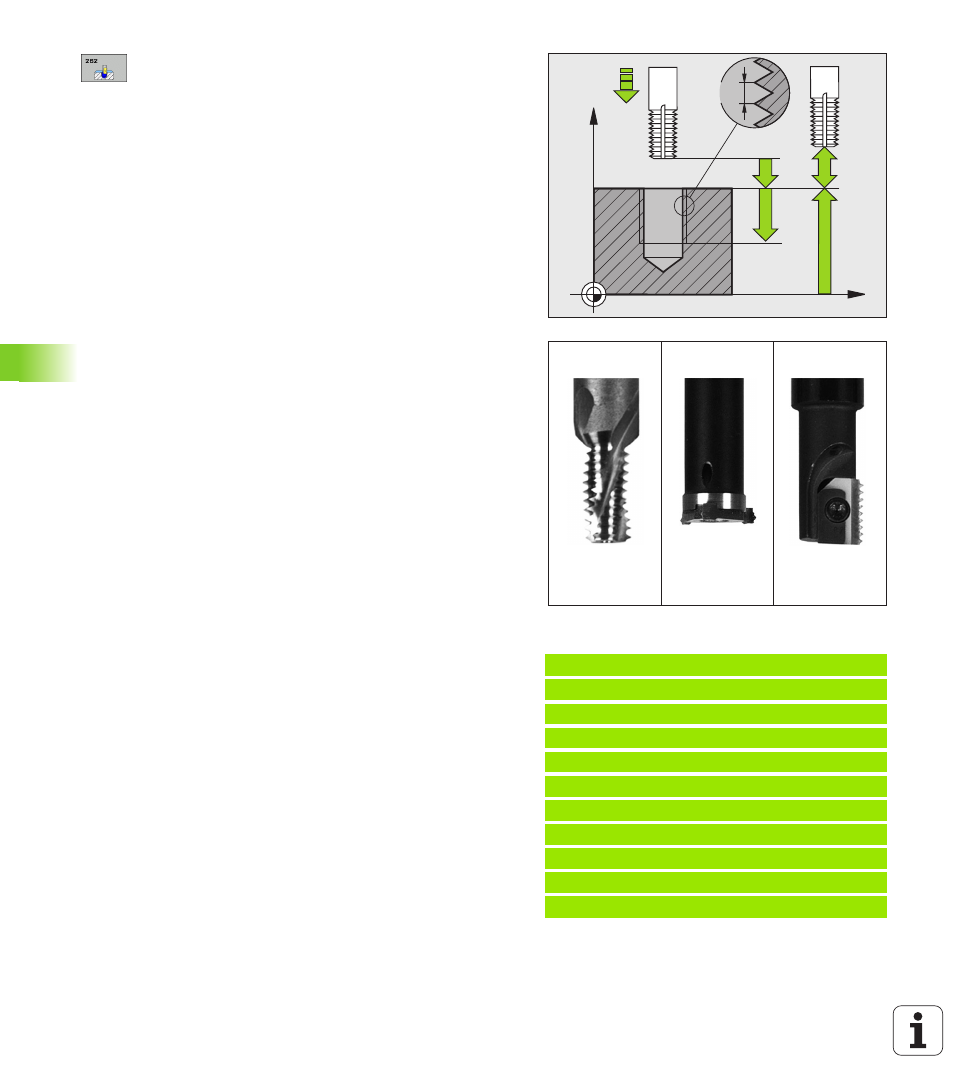
Diametro nominale
Q335: diametro della filettatura
Passo della filettatura
Q239: passo della
filettatura. Il segno definisce se si tratta di una
filettatura destrorsa o sinistrorsa:
+ = Filettatura destrorsa
– = filettatura sinistrorsa
Profondità di filettatura
Q201 (incrementale):
distanza tra la superficie del pezzo e il fondo della
filettatura
RIPRESA
Q355: numero di filetti di cui viene spostato
l'utensile:
0 = linea elicoidale di 360° fino alla profondità di
filettatura
1 = traiettoria elicoidale continua su tutta la lunghezza
della filettatura
>1 = più traiettorie elicoidali con accostamento e
distacco, tra le quali il TNC sposta l'utensile di Q355
volte il passo
AVANZ. AVVICINAMENTO
Q253: velocità di spostamento
dell'utensile durante la penetrazione nel pezzo e
l'estrazione dal pezzo in mm/min
TIPO DI FRESATURA
Q351: tipo della lavorazione di
fresatura con M3
+1 = concorde
–1 = discorde
DISTANZA DI SICUREZZA
Q200 (incrementale): distanza
tra la punta dell'utensile e la superficie del pezzo
COORD. SUPERFICIE PEZZO
Q203 (assoluto): coordinata
della superficie del pezzo
2a distanza di sicurezza
Q204 (incrementale):
coordinata dell'asse del mandrino che esclude una
collisione tra l'utensile e il pezzo (il dispositivo di
serraggio)
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell’utensile durante la fresatura in mm/
min
Esempio: Blocchi NC
25 CYCL DEF 262 FRESATURA DI FILETTATURE
Q335=10
;DIAMETRO NOM.
Q239=+1.5
;PASSO
Q201=-20
;PROF. DI FILETTATURA
Q355=0
;RIPRESA
Q253=750
;AVANZ. AVVICIN.
Q351=+1
;TIPO DI FRESATURA
Q200=2
;DIST. DI SICUREZZA
Q203=+30
;COOR. SUPERF.
Q204=50
;2A DIST. DI SICUREZZA
Q207=500
;AVANZ. FRESATURA
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
Q355 = 1
Q355 > 1
Q355 = 0