1 traiettorie utensile, Funzioni di traiettoria, Programmazione libera dei profili fk – HEIDENHAIN iTNC 530 (340 49x-04) Manuale d'uso
Pagina 236: Funzioni ausiliarie m, Programmazione con parametri q
236
6 Programmazione: Programmazione profili
6.1 T
raiet
to
ri
e ut
ensile
6.1 Traiettorie utensile
Funzioni di traiettoria
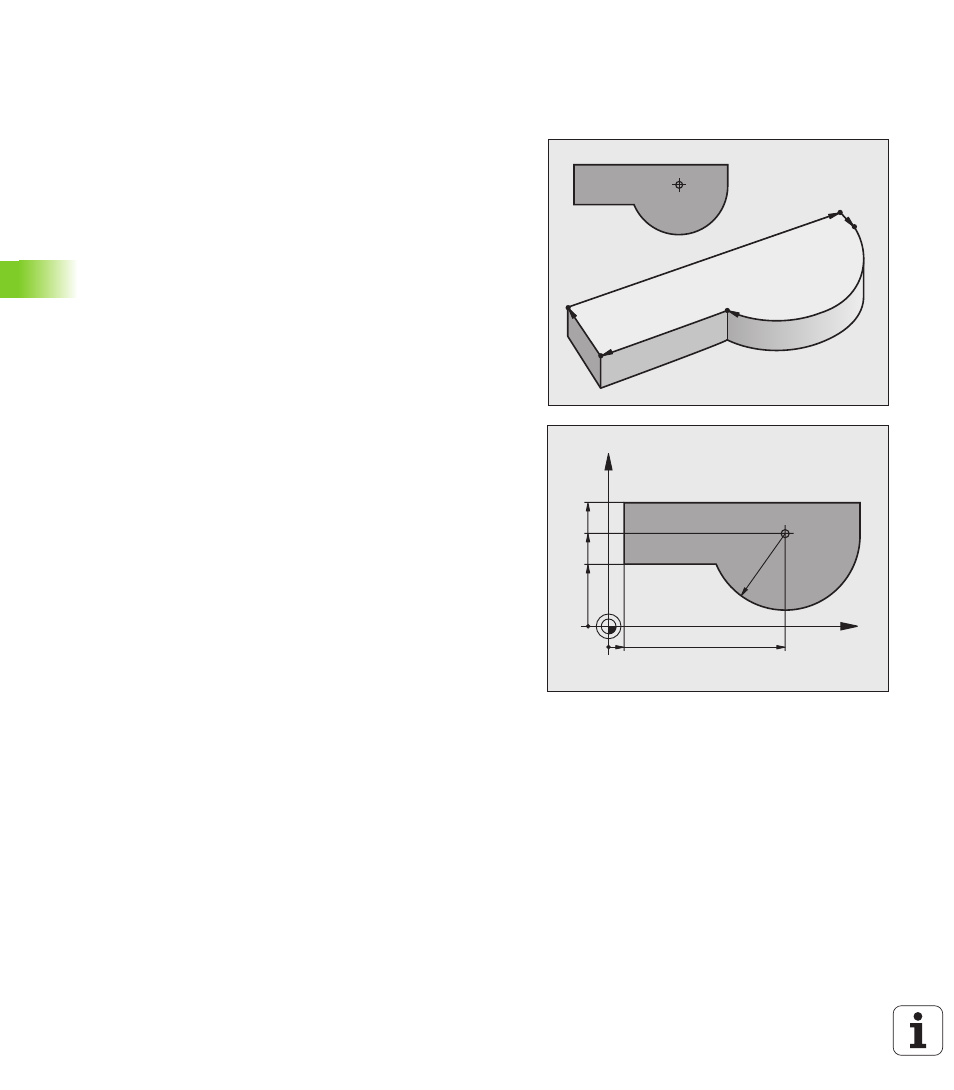
Il profilo di un pezzo è composto generalmente da più elementi di
profilo quali rette e archi di cerchio. Con le funzioni di traiettoria si
programmano le traiettorie d'utensile per rette e archi di cerchio.
Programmazione libera dei profili FK
Quando non esistono disegni a norme NC o quando le quote sono
insufficienti per il programma NC, il profilo del pezzo viene
programmato con la funzione "Programmazione libera dei profili". I dati
mancanti verranno calcolati dal TNC.
Anche con la programmazione FK si programmano le traiettorie
d'utensile per rette e archi di cerchio.
Funzioni ausiliarie M
Con le funzioni ausiliarie del TNC si possono controllare
l'esecuzione del programma, p. es. un'interruzione dell'esecuzione
le funzioni macchina, come attivazione e disattivazione della
rotazione mandrino e del refrigerante
le traiettorie dell'utensile
Sottoprogrammi e ripetizione di blocchi di
programma
I passi di lavorazione che si ripetono vengono programmati una sola
volta quale sottoprogramma o quale ripetizione di blocchi di
programma. Se si desidera eseguire una parte del programma soltanto
in determinate condizioni, inserire anche queste fasi del programma in
un sottoprogramma. Inoltre, un programma di lavorazione può
richiamare ed eseguire un altro programma.
La programmazione con sottoprogrammi o ripetizioni di blocchi di
programma è descritta nel capitolo 9.
Programmazione con parametri Q
I parametri Q vengono programmati nei programmi di lavorazione in
luogo di valori numerici che vengono assegnati in un altro punto del
programma. Con parametri Q è possibile programmare funzioni
matematiche che controllano l'esecuzione del programma o
descrivono un profilo.
Con l'aiuto della programmazione parametrica si possono inoltre
eseguire le misurazioni con il sistema di tastatura 3D durante
l'esecuzione di un programma.
La programmazione con parametri Q è descritta nel capitolo 10.
L
L
L
CC
C
X
Y
R40
115
10
80
60
40
CC