Posizionamento con inserimento manuale – HEIDENHAIN iTNC 530 (340 49x-04) Manuale d'uso
Pagina 104
104
3 Posizionamento con inserimento manuale
3.1 Pr
ogr
a
mmazione ed esecuz
ione di la
v
o
ra
zioni semplici
3.1 Programmazione ed
esecuzione di lavorazioni
semplici
Per le lavorazioni semplici o il preposizionamento dell'utensile è adatta
la modalità Posizionamento con inserimento manuale in cui si può
inserire nel formato HEIDENHAIN testo in chiaro o secondo DIN/ISO
un breve programma ed eseguirlo direttamente. Possono essere
chiamati anche i cicli del TNC. Il programma viene memorizzato nel file
$MDI. La modalità Posizionamento con inserimento manuale
consente anche l'attivazione della visualizzazione di stato
supplementare.
Posizionamento con inserimento manuale
Selezionare la modalità Posizionamento con
inserimento manuale. Programmare il file $MDI
secondo necessità
Avviare l'esecuzione del programma: tasto esterno
START
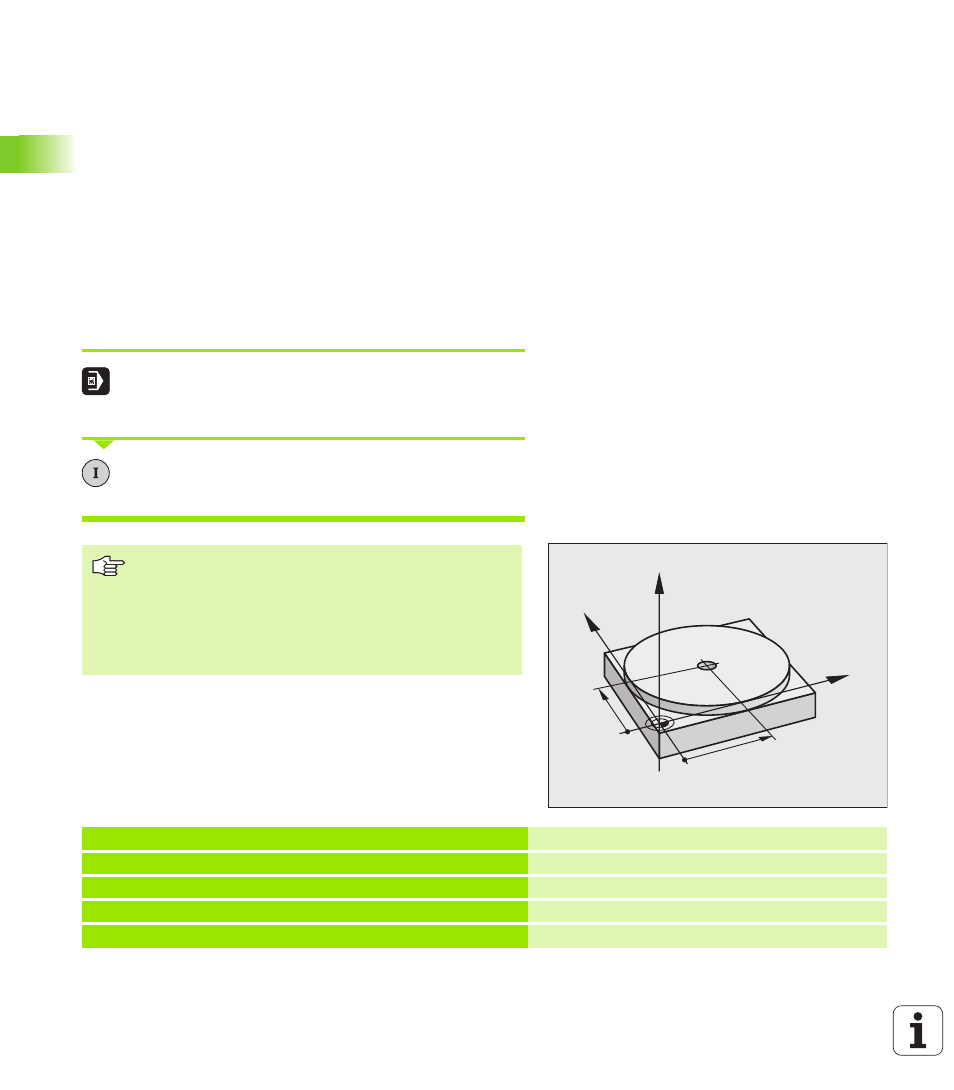
Esempio 1
In un singolo pezzo deve essere praticato un foro di 20 mm. Dopo il
serraggio del pezzo, l'allineamento e l'impostazione dell'origine il foro
può essere programmato con poche righe di programma.
Per prima cosa l'utensile viene preposizionato con blocchi L (rette)
sopra il pezzo, ad una distanza di sicurezza di 5 mm sopra il foro. In
seguito viene eseguito il foro con il ciclo 1 FORATURA PROFONDA.
Limitazione
La programmazione libera dei profili FK, la grafica di
programmazione e la grafica di esecuzione programmi
non sono disponibili.
Il file $MDI non deve contenere alcuna chiamata di
programma (PGM CALL).
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
Definizione utensile: utensile uno, raggio 5
2 TOOL CALL 1 Z S2000
Chiamata utensile: asse utensile Z,
Numero di giri del mandrino 2000 giri/min
3 L Z+200 R0 FMAX
Disimpegno utensile (F MAX = rapido)