Finitura fondo (ciclo 23), 5 cicli sl – HEIDENHAIN TNC 320 (340 551-02) Manuale d'uso
Pagina 271
HEIDENHAIN TNC 320
271
8.5 Cicli SL
PROFONDITÀ DI ACCOSTAMENTO
Q10 (incrementale):
quota di cui l’utensile viene accostato di volta in volta
AVANZAMENTO IN PROFONDITÀ
Q11: velocità di
penetrazione in mm/min
AVANZAMENTO SVUOTAMENTO
Q12: avanzamento di
fresatura in mm/min
NUMERO UTENSILE SGROSSATURA
Q18: numero
dell’utensile con il quale il TNC ha già eseguito una
sgrossatura. Se non fosse stata eseguita alcuna
sgrossatura, programmare "0"; inserendo un numero
in questo campo, il TNC svuoterà solo la parte che
non ha potuto essere lavorata con l'utensile di
sgrossatura.
Se l'utensile non potesse avvicinarsi lateralmente a
questa parte, il TNC effettua una penetrazione come
definita con Q19; a questo scopo occorre definire
nella tabella utensili TOOL.T, vedere "Dati utensile",
pag. 98, la lunghezza del tagliente LCUTS e l'angolo
massimo di penetrazione ANGLE dell'utensile.
Eventualmente il TNC emette un messaggio d'errore
AVANZAMENTO DI PENDOLAMENTO
Q19: avanzamento di
pendolamento in mm/min
AVANZAMENTO RITORNO
Q208: velocità di avanzamento
dell'utensile durante l'uscita dopo la lavorazione in
mm/min. Impostando Q208=0, il TNC estrae
l'utensile con avanzamento Q12
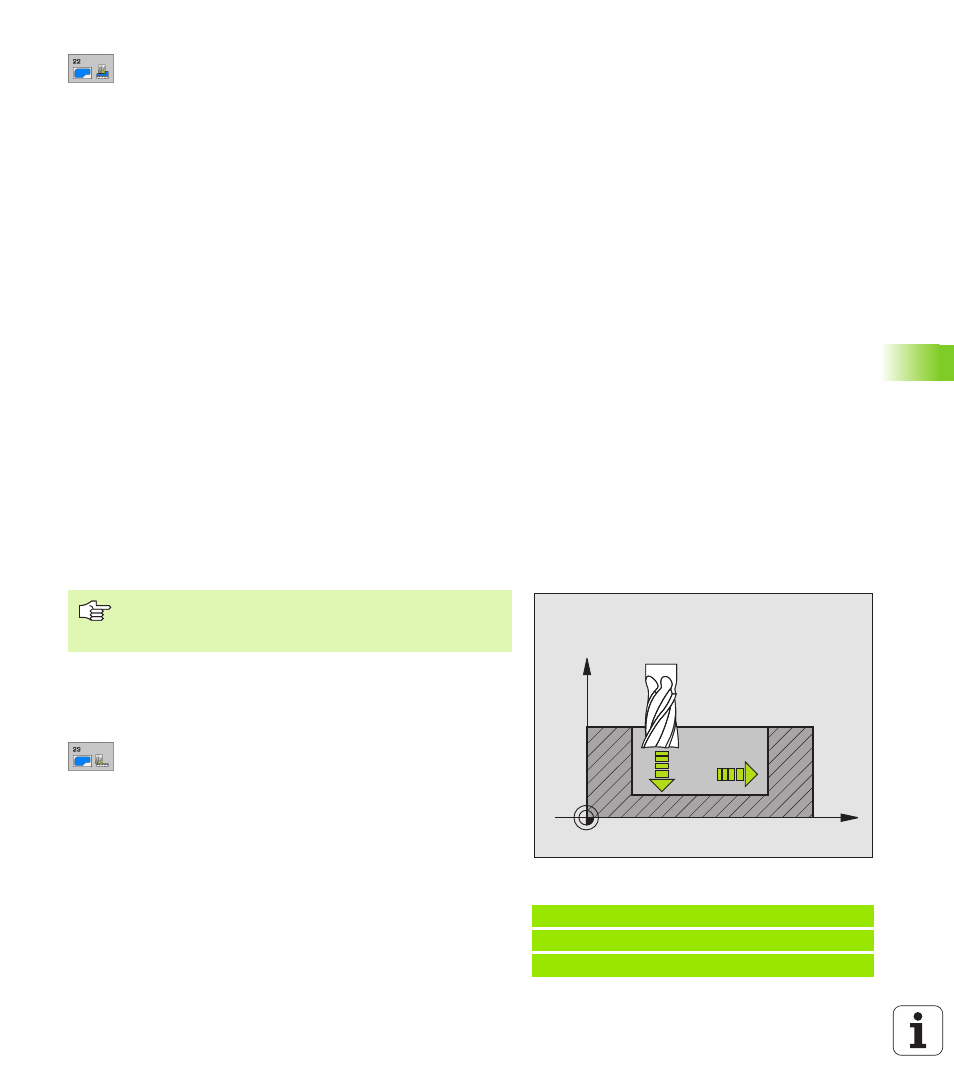
FINITURA FONDO (ciclo 23)
Il TNC porta l'utensile su un cerchio tangenziale verticale sulla
superficie da fresare, se c'è spazio sufficiente. Se lo spazio è ristretto,
il TNC porta verticalmente l'utensile in profondità. per eliminare il
sovrametallo rimasto dalla sgrossatura.
AVANZAMENTO IN PROFONDITÀ
Q11: velocità di
spostamento dell’utensile durante la penetrazione
AVANZAMENTO SVUOTAMENTO
Q12: avanzamento di
fresatura
Esempio: Blocchi NC
60 CYCL DEF 23 FINITURA FONDO
Q11=100
;AVANZAMENTO PROF.
Q12=350
;AVANZAMENTO SVUOT.
X
Z
Q11
Q12
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio nella tasca.