5 aper tu ra e inser iment o pr ogr ammi – HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 71
55
HEIDENHAIN TNC 426 B, TNC 430
La finestra di programma visualizza la definizione del pezzo grezzo:
0 BEGIN PGM NEU MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 END PGM NEU MM
Il TNC genera automaticamente i numeri dei blocchi, nonché il blocco
BEGIN e il blocco END.
Programmazione a dialogo delle traiettorie
dell’utensile
Per programmare un blocco si inizia con il tasto di dialogo. Nella riga di
intestazione dello schermo il TNC chiederà tutti i dati necessari.
Esempio per un dialogo
Apertura del dialogo
COORDINATE ?
<
10
Inserire la coordinata di destinazione asse X
<
5
Inserire la coordinata di destinazione asse Y e
confermando con il tasto ENT passare alla
domanda successiva.
CORR. RAGGIO: RL/RR/SENZA CORR.: ?
<
Inserire ”senza correzione del raggio” e con il
tasto ENT, passare alla domanda successiva.
AVANZAMENTO F=? / F MAX = ENT
<
100
Avanzamento per questa traiettoria
100 mm/min, confermare con il tasto ENT
passando alla domanda successiva
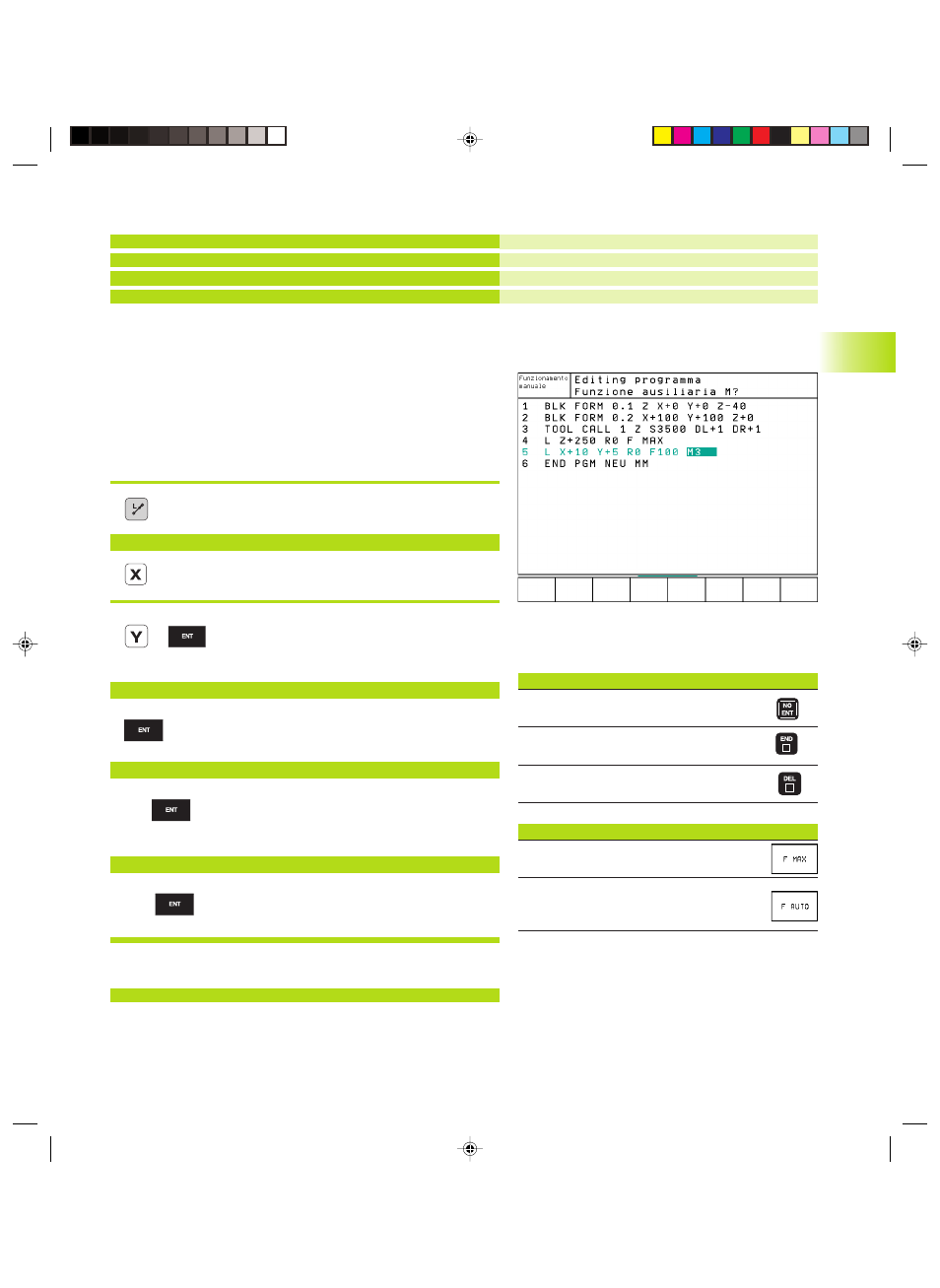
FUNZIONE AUSILIARIA M ?
<
3
Funzione ausiliaria M3 ”Mandrino ON”; azionando
il tasto ENT il TNC conclude il dialogo
La finestra di programma visualizzerà la seguente riga:
3 L X+10 Y+5 R0 F100 M3
4.5
Aper
tu
ra
e inser
iment
o pr
ogr
ammi
Inizio programma, nome, unità di misura
Asse del mandrino, coordinate punto MIN
Coordinate punto MAX
Fine programma, nome, unità di misura
Funzioni durante il dialogo
Tasto
Salto della domanda di dialogo
Conclusione anticipata del dialogo
Interruzione e cancellazione del dialogo
Funzioni di definizione avanzamento Softkey
Spostamento in rapido
Spostamento con avanzamento calcolato
automaticamente nel blocco TOOL CALL
Ekap4.pm6
30.06.2006, 07:22
55