2 cicli di foratura – HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 176
161
HEIDENHAIN TNC 426 B, TNC 430
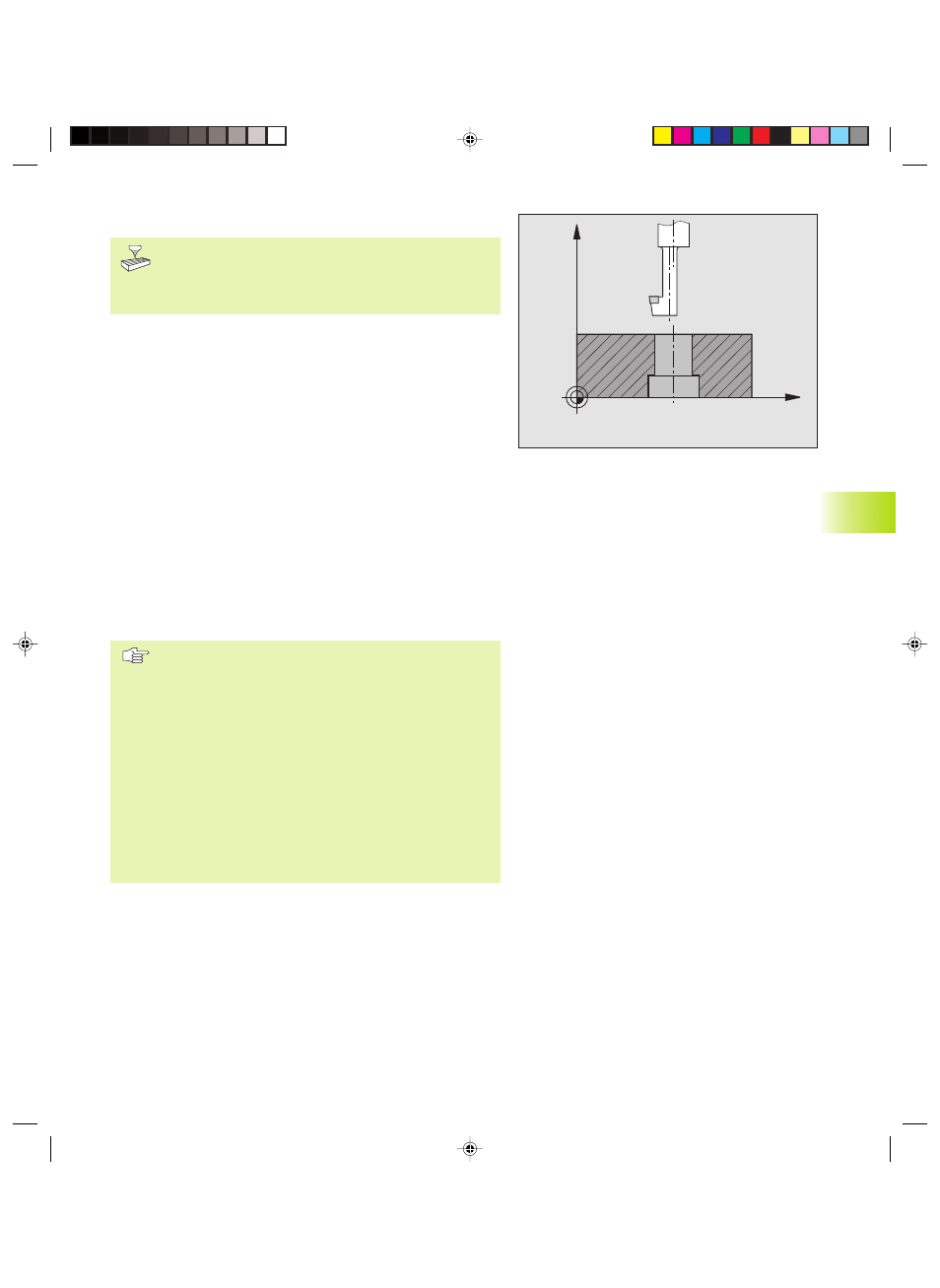
CONTROFORATURA INVERTITA (Ciclo 204)
La macchina e il TNC devono essere predisposti dal
Costruttore per la controforatura invertita.
Il ciclo opera con i cosiddetti utensili alesatori a taglio
inverso
Con questo ciclo si lavorano allargamenti presenti sul lato inferiore del
pezzo.
1 Il TNC posiziona l’utensile nell’asse del mandrino in rapido FMAX alla
DISTANZA DI SICUREZZA sopra la superficie del pezzo
2 Successivamente il TNC orienta il mandrino sulla posizione 0° e
sposta l'utensile della quota di eccentricità
3 Successivamente l'utensile penetra con l'AVANZAMENTO DI
AVVICINAMENTO nel foro preeseguito finché il tagliente si trova alla
DISTANZA DI SICUREZZA al di sotto del piano inferiore del pezzo
4 Il TNC riporta ora l'utensile al centro del foro, inserisce il mandrino
ed evt. il refrigerante e avanza poi con l' AVANZAMENTO DI
LAVORAZIONE alla profondità dell'allargamento programmata
5 Se programmato l'utensile sosta sul fondo dell'allargamento, esce
dal foro, esegue un orientamento del mandrino e si sposta di nuovo
per la quota di eccentricità
6 Successivamente il TNC porta l’utensile con l' AVANZAMENTO DI
AVVICINAMENTO alla DISTANZA DI SICUREZZA e da lì, se
programmato, con FMAX alla 2. DISTANZA DI SICUREZZA
Da osservare:
Programmare l’istruzione di posizionamento sul punto di
partenza (centro del foro) del piano di lavoro con
CORREZIONE DEL RAGGIO R0.
Il segno del parametro PROFONDITA’ definisce la direzione
della lavorazione dell'allargamento. Attenzione: con segno
positivo l'allargamento viene eseguito in direzione positiva
dell'asse del mandrino.
Inserire la lunghezza dell'utensile in modo tale che non
viene quotato il tagliente, ma lo spigolo inferiore
dell'utensile alesatore.
Nel calcolo del punto di partenza dell'allargamento il TNC
tiene conto della lunghezza del tagliente dell'utensile
alesatore e dello spessore del materiale.
8.2 Cicli di foratura
X
Z
kkap8.pm6
30.06.2006, 07:22
161